-
/64d3a18b937a.png)
Кобра - продолжение
Теги:
 termostat
termostat

OFF злозстный: ползунковые переменные резисторы работали бы ВЕЛИКОЛЕПНО на штоках, как работают прекрасно во всех сервах и в цифровых тоже.

 инфо
инфо инструменты
инструменты Non-conformist
Non-conformist
termostat> OFF злозстный: ползунковые переменные резисторы работали бы ВЕЛИКОЛЕПНО на штоках, как работают прекрасно во всех сервах и в цифровых тоже.
Хорошо, убедил. Почти. Но сперва я все-таки попробую две пары разваленных маленьких вишаевских фотодиодов (крест-накрест) на торце силового поводка, освещаемых единственным неподвижным мышиным излучателем. Линейности не обещаю, но зато такой датчик будет отслеживать именно то, что нужно: координату центра заглушки РДТТ - "истину чуть ли не в последней инстанции", если не принимать во внимание эксцентриситет тяги. А не какие-то там штоки рулевых машинок через кучу люфтов. Нужен кардан, чтобы закрепить в нем мотор и все проверить вживую. Там может даже красиво получиться.
Хорошо, убедил. Почти. Но сперва я все-таки попробую две пары разваленных маленьких вишаевских фотодиодов (крест-накрест) на торце силового поводка, освещаемых единственным неподвижным мышиным излучателем. Линейности не обещаю, но зато такой датчик будет отслеживать именно то, что нужно: координату центра заглушки РДТТ - "истину чуть ли не в последней инстанции", если не принимать во внимание эксцентриситет тяги. А не какие-то там штоки рулевых машинок через кучу люфтов. Нужен кардан, чтобы закрепить в нем мотор и все проверить вживую. Там может даже красиво получиться.
Skype: a_schabanow



Serge77> Купил дюраль. Плита 250х115х30 мм.
Serge77> Куда девать?
Где-то надо встретиться и забрать. Какие предложения ? Я живу на КПИ.
Только что вернулся из "цеха", отрабатывал технологию.
До самых ответственных операций еще не дошел.
Размеры плиты - очень подходящие. Может хватить и на два кардана.
Есть фотографии:
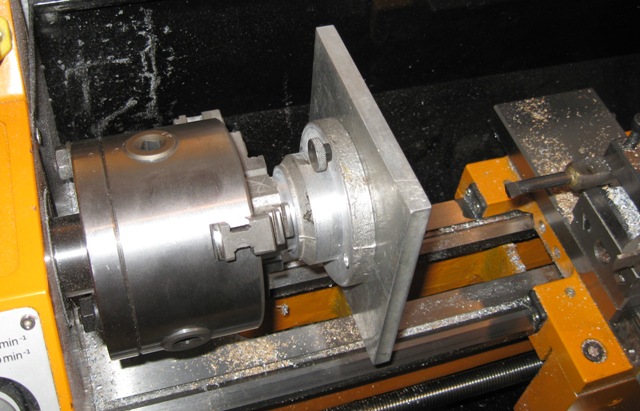
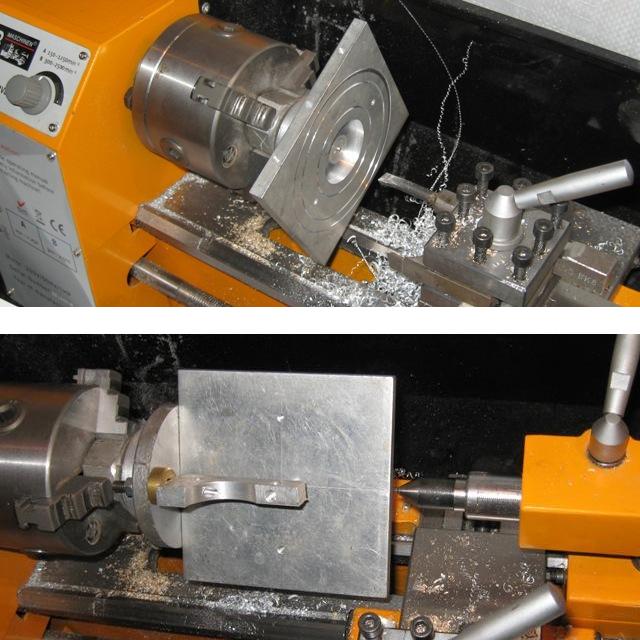
Оснастка с заготовкой.
Заготовка закреплена для разметки осей.
Вверху - разметка будущих колец, внизу - заготовка переставлена для расточки отверстий.
Толщина "технологической" заготовки 9,8 мм.
Опять та же история: рылся, искал микрометр - нашел еще один подшипник.")
Serge77> Куда девать?
Где-то надо встретиться и забрать. Какие предложения ? Я живу на КПИ.
Только что вернулся из "цеха", отрабатывал технологию.
До самых ответственных операций еще не дошел.
Размеры плиты - очень подходящие. Может хватить и на два кардана.
Есть фотографии:
Оснастка с заготовкой.
Заготовка закреплена для разметки осей.
Вверху - разметка будущих колец, внизу - заготовка переставлена для расточки отверстий.
Толщина "технологической" заготовки 9,8 мм.
Опять та же история: рылся, искал микрометр - нашел еще один подшипник.

Это сообщение редактировалось 21.12.2008 в 09:41

Ckona> Где-то надо встретиться и забрать. Какие предложения ? Я живу на КПИ.
Отправил тебе письмо.
Отправил тебе письмо.
Ckona> Есть фотографии:
Фигасе дела... Убедительно, однако...
Ckona> Опять та же история: рылся, искал микрометр - нашел еще один подшипник.
В смысле последний недостающий, четвертый? Все одинаковые, и размеры подходят?
Фигасе дела... Убедительно, однако...
Ckona> Опять та же история: рылся, искал микрометр - нашел еще один подшипник.
В смысле последний недостающий, четвертый? Все одинаковые, и размеры подходят?
Skype: a_schabanow
Ckona> Есть фотографии:
Завидую станочку ! А обычной универсальной планшайбы нет у тебя вместо патрона или в патрон.
ИМХО жалковато такие плиты резать на колечки ...
Завидую станочку ! А обычной универсальной планшайбы нет у тебя вместо патрона или в патрон.
ИМХО жалковато такие плиты резать на колечки ...
Давайте пока то да сё немного поговорим насчет ПАДа.
1. Нужен резко ПРОгрессивный профиль горения. Нужно рассчитать геометрию шашек.
2. Нужно, чтобы шашки сгорали довольно быстро, за время нахождения сабжа в трубе. Шашки я пока вижу исключительно карамельными, сахарными, катализированными красным оксидом железа.
3. Нужна известная производительность заряда как газогенератора (т.е. известная суммарная площадь горящего свода, т.е. количество шашек), чтобы создать нужное давление и сообщить изделию достаточный импульс - подбросить его так, чтобы в апогее кормовой срез изделия оказался на высоте около пяти метров над срезом трубы.
3.1 Шашки заряда нужно воспламенить одновременно. Многочисленные неопубликованные эксперименты с электрозапалами "Эласт" на синхронность воспламенения показывают высокую повторяемость и временную точность этих запалов. На сегодняшний день максимальное количество поджигаемых одновременно торцевых шашек - пять, разброс момента начала горения - в пределах 1/50 сек (видео не фиксирует).
4. Газы должны охлаждаться, чтобы свести к минимуму ущерб, причиняемый внутренней стенке ТПК. Предлагаю простейший лабиринт из двух-трех вставленных друг в друга консервных банок, или аналогичноую сварную, разборную конструкциию из тонкого листового металла.
Вот такое ТЗ, в самых общих чертах...
1. Нужен резко ПРОгрессивный профиль горения. Нужно рассчитать геометрию шашек.
2. Нужно, чтобы шашки сгорали довольно быстро, за время нахождения сабжа в трубе. Шашки я пока вижу исключительно карамельными, сахарными, катализированными красным оксидом железа.
3. Нужна известная производительность заряда как газогенератора (т.е. известная суммарная площадь горящего свода, т.е. количество шашек), чтобы создать нужное давление и сообщить изделию достаточный импульс - подбросить его так, чтобы в апогее кормовой срез изделия оказался на высоте около пяти метров над срезом трубы.
3.1 Шашки заряда нужно воспламенить одновременно. Многочисленные неопубликованные эксперименты с электрозапалами "Эласт" на синхронность воспламенения показывают высокую повторяемость и временную точность этих запалов. На сегодняшний день максимальное количество поджигаемых одновременно торцевых шашек - пять, разброс момента начала горения - в пределах 1/50 сек (видео не фиксирует).
4. Газы должны охлаждаться, чтобы свести к минимуму ущерб, причиняемый внутренней стенке ТПК. Предлагаю простейший лабиринт из двух-трех вставленных друг в друга консервных банок, или аналогичноую сварную, разборную конструкциию из тонкого листового металла.
Вот такое ТЗ, в самых общих чертах...
Skype: a_schabanow

Вот честное слово, я бы пружину поставил
1

GOGI> Вот честное слово, я бы пружину поставил
Это имхо разве что болванку литую подкидывать. Тут бы понежнее надо... Безударно, плавно и вместе с тем энергично.
Это имхо разве что болванку литую подкидывать. Тут бы понежнее надо... Безударно, плавно и вместе с тем энергично.
Skype: a_schabanow
Non-conformist> 1. Нужен резко ПРОгрессивный профиль горения.
Шашка круглая бронированая снаружи со множеством отверстий. Например гвоздей наколотить в доску, вокруг положить форму цилинд и залить. Газы воспламенительного заряда должны через отверстия проструячивать - чтоб воспламенились дружно.
ИМХО лучше клапан ленточный попробовать - внизу трубы отверстия большие сделать и обернуть их стальной тонкой лентой, а ленту длинной пружиной обмотать. При определенном далении лента быстро разожмется и откроет отв. т.е. получится регулитор давления с большим размером отверстий.
А от пиротехников - "штуковина" довольно свободно вкладывается в мортиру - зазоры не дают давлению слишком повышаться и штуковина в газах трения не испытывает почти. Заряд ДП - 0.1 массы штуковины. Начать с 0.04 наверно можно. В США штуковины цилиндрические традиционно а не шары как у нас - и ни чего не клинит.
Шашка круглая бронированая снаружи со множеством отверстий. Например гвоздей наколотить в доску, вокруг положить форму цилинд и залить. Газы воспламенительного заряда должны через отверстия проструячивать - чтоб воспламенились дружно.
ИМХО лучше клапан ленточный попробовать - внизу трубы отверстия большие сделать и обернуть их стальной тонкой лентой, а ленту длинной пружиной обмотать. При определенном далении лента быстро разожмется и откроет отв. т.е. получится регулитор давления с большим размером отверстий.
А от пиротехников - "штуковина" довольно свободно вкладывается в мортиру - зазоры не дают давлению слишком повышаться и штуковина в газах трения не испытывает почти. Заряд ДП - 0.1 массы штуковины. Начать с 0.04 наверно можно. В США штуковины цилиндрические традиционно а не шары как у нас - и ни чего не клинит.
Это сообщение редактировалось 21.12.2008 в 20:53
termostat> Шашка круглая бронированая снаружи со множеством отверстий. Например гвоздей наколотить в доску, вокруг положить форму цилинд и залить.
Не так все просто с многоканальностью. Твой вариант больше похож на нейтральный профиль. Нужно что-то гарантированное, предсказуемое (поддающееся расчету) и простое. Например, пять длинных канальных шашек, забронированных по всем поверхностям кроме канала. Без заглушек, естественно - газы истекают в обе стороны. В центре каждого канала - воспламенитель.
termostat> ИМХО лучше клапан ленточный попробовать
А чем это лучше? Сказать - не сделать, да и предсказуемости никакой. Как регулировать прижим ленты? Экспериментально? Это не то, что нужно. А самое главное - эстетики никакой. Мы же все-таки немножко понимаем в профилях горения... Заряд надо делать правильный, а не дырки в стволе или зазоры "как у пиротехников"! Для меня лично это вроде как на голову себе накакать. Примерно как переменные резисторы на штоках... Надеюсь, что этого пути удастся избежать.
Не так все просто с многоканальностью. Твой вариант больше похож на нейтральный профиль. Нужно что-то гарантированное, предсказуемое (поддающееся расчету) и простое. Например, пять длинных канальных шашек, забронированных по всем поверхностям кроме канала. Без заглушек, естественно - газы истекают в обе стороны. В центре каждого канала - воспламенитель.
termostat> ИМХО лучше клапан ленточный попробовать
А чем это лучше? Сказать - не сделать, да и предсказуемости никакой. Как регулировать прижим ленты? Экспериментально? Это не то, что нужно. А самое главное - эстетики никакой. Мы же все-таки немножко понимаем в профилях горения... Заряд надо делать правильный, а не дырки в стволе или зазоры "как у пиротехников"! Для меня лично это вроде как на голову себе накакать. Примерно как переменные резисторы на штоках... Надеюсь, что этого пути удастся избежать.
Skype: a_schabanow
Non-conformist> Твой вариант больше похож на нейтральный профиль.
Сильно прогресивный он должен быть. Так как каналы малы и скорость горения карамели ОГРОМНА в сравнении с их размером.
Сильно прогресивный он должен быть. Так как каналы малы и скорость горения карамели ОГРОМНА в сравнении с их размером.
termostat> Сильно прогресивный он должен быть. Так как каналы малы и скорость горения карамели ОГРОМНА в сравнении с их размером.
Как ты знаешь? При чем здесь скорость горения - мы же говорим о геометрии? Прогрессивный профиль может давать и сорбитовая шашка и сахарная, топливо тут ни при чем.
Ты ведь не определил соотношения диаметра каналов и толщины перепонок между ними? Семидырочная артиллерийская порошина - у нее какой профиль горения? Разве прогрессивный? Имхо нейтральный, как у звезды. Каналы разгораются, увеличиваясь в диаметре, площадь горения увеличивается, потом перепонки прогорают, и в процессе горения "замкнувшихся" горением каналов площадь горения получается некоторое время неизменной... Так вроде бы, хотя я уже не помню. Да, она ведь еще и по поверхности горит, и с торцов... Эта тема вроде здесь уже обсуждалась, неплохо бы освежить.
Но я не против одной шашки со многими дырками - это намного технологичнее, чем несколько шашек. Давала бы она профиль правильный...
Как ты знаешь? При чем здесь скорость горения - мы же говорим о геометрии? Прогрессивный профиль может давать и сорбитовая шашка и сахарная, топливо тут ни при чем.
Ты ведь не определил соотношения диаметра каналов и толщины перепонок между ними? Семидырочная артиллерийская порошина - у нее какой профиль горения? Разве прогрессивный? Имхо нейтральный, как у звезды. Каналы разгораются, увеличиваясь в диаметре, площадь горения увеличивается, потом перепонки прогорают, и в процессе горения "замкнувшихся" горением каналов площадь горения получается некоторое время неизменной... Так вроде бы, хотя я уже не помню. Да, она ведь еще и по поверхности горит, и с торцов... Эта тема вроде здесь уже обсуждалась, неплохо бы освежить.
Но я не против одной шашки со многими дырками - это намного технологичнее, чем несколько шашек. Давала бы она профиль правильный...
Skype: a_schabanow
Мне кажется нужно так считать:
нужен подъём на высоту Х
для этого скорость вылета должна быть ...
для этого при длине ствола ... ускорение разгона должно быть...
для такого ускорения при массе ракеты ... нужна сила ...
чтобы получить такую силу, нужно давление...
для такого давления нужна навеска пороха ... и первоначальный объём каморы ...
нужен подъём на высоту Х
для этого скорость вылета должна быть ...
для этого при длине ствола ... ускорение разгона должно быть...
для такого ускорения при массе ракеты ... нужна сила ...
чтобы получить такую силу, нужно давление...
для такого давления нужна навеска пороха ... и первоначальный объём каморы ...
Non-conformist> Давала бы она профиль правильный...
Даст.
Serge77> Мне кажется нужно так считать
ИМХО экспериментально лучше делать.
Даст.
Serge77> Мне кажется нужно так считать
ИМХО экспериментально лучше делать.
Изготовление кардана.
В "технологическом" макете выполнена самая ответственная операция -
высверлены отверстия для осей/подшипников.
В ходе работ усовершенствовано крепление заготовки.
На выходе отверстий в центральную выборку удалось измерить несовпадение относительно внутренней плоскости выборки (расхождение осей) - одна пара 0,15 мм, вторая - менее 0,05 мм. Отверстия диам.6мм выполнялись сверлом длиной 65 мм.
Я считаю, что в рабочей детали, при выполнении отверстий расточным резцом, расхождение будет меньше.
Главные итоги:
1. Оснастка может использоваться, способ обработки не тупиковый, есть резервы повышения точности.
2. На изготовление деталей кардана в зимних условиях понадобится 4-5 дней.
3. Если технология принимается, необходимо скорректировать чертеж и раздобыть недостающие инструменты.
Желательно обсудить - что делать с "технологической" деталью ?
Я бы ее довел "до ума", то есть до колец и сборки на 4-х мм. осях с 6-мм латунными втулками.
Размер зазора между кольцами составит 4...5 мм, разделение колец 2 мм. сверлом - дело "марудное", проще лобзиком попилить(ся).
Второй вариант - удалить металл в середине и проверить соосность отверстий "на проход", после чего принять решение о дальнейших действиях.
Во всяком случае, использовать "рабочий" металл для проб и ошибок мне бы не хотелось, так что прошу высказываться, надо решать коллегиально.
В "технологическом" макете выполнена самая ответственная операция -
высверлены отверстия для осей/подшипников.
В ходе работ усовершенствовано крепление заготовки.
На выходе отверстий в центральную выборку удалось измерить несовпадение относительно внутренней плоскости выборки (расхождение осей) - одна пара 0,15 мм, вторая - менее 0,05 мм. Отверстия диам.6мм выполнялись сверлом длиной 65 мм.
Я считаю, что в рабочей детали, при выполнении отверстий расточным резцом, расхождение будет меньше.
Главные итоги:
1. Оснастка может использоваться, способ обработки не тупиковый, есть резервы повышения точности.
2. На изготовление деталей кардана в зимних условиях понадобится 4-5 дней.
3. Если технология принимается, необходимо скорректировать чертеж и раздобыть недостающие инструменты.
Желательно обсудить - что делать с "технологической" деталью ?
Я бы ее довел "до ума", то есть до колец и сборки на 4-х мм. осях с 6-мм латунными втулками.
Размер зазора между кольцами составит 4...5 мм, разделение колец 2 мм. сверлом - дело "марудное", проще лобзиком попилить(ся).
Второй вариант - удалить металл в середине и проверить соосность отверстий "на проход", после чего принять решение о дальнейших действиях.
Во всяком случае, использовать "рабочий" металл для проб и ошибок мне бы не хотелось, так что прошу высказываться, надо решать коллегиально.
Ckona> На выходе отверстий в центральную выборку удалось измерить несовпадение относительно внутренней плоскости выборки (расхождение осей) - одна пара 0,15 мм, вторая - менее 0,05 мм. Отверстия диам.6мм выполнялись сверлом длиной 65 мм.
Алексей, во-первых позволь засвидетельствовать мое восхищение стилем твоей работы. Комментарии имхо в данном случае излишни, фотки говорят сами за себя. Пятнадцать соток - это очень много, но...
Но простейшие измерения, проведенные мной с помощью тисков, лазерной указки, подшипника, плотно насаженного на вал, линейки и длинного коридора, говорят, что угловой люфт внутренней обоймы нового шарикоподшипника общего назначения допускает несоосность отверстий около ± 0,5 мм (полмиллиметра) на дистанции 48 мм (сорок восемь миллиметров) между срединными плоскостями подшипников.
Плотно насаженный на вал подшипник зажимался в тисках за внешнюю обойму, на вал скотчем приматывалась лазерная указка, плита с тисками устанавливалась на пол на дистанции 10 м от стены, лазерная указка включалась, двумя пальцами аккуратно выбирался угловой люфт, и производилось вращательное движение. При этом пятно лазера описывало на стене окружность диаметром как минимум 260 мм. Допустимая несоосность посадочных мест шарикоподшипников кардана (0,5 мм) была получена из подобия треугольников при помощи чертежной программы "Компас".
Ckona> Я считаю, что в рабочей детали, при выполнении отверстий расточным резцом, расхождение будет меньше.
Я тоже так считаю.
Ckona> Желательно обсудить - что делать с "технологической" деталью ?
Ckona> Я бы ее довел "до ума", то есть до колец и сборки на 4-х мм. осях с 6-мм латунными втулками.
Конечно ее надо доводить до ума. Технологический кардан может быть с успехом использован как в установке гидродинамического моделирования, так и при отладке датчика положения РДТТ. Но втулки (НОРМАЛЬНЫЕ втулки) будут гораздо строже к несоосности, чем шарикоподшипники. Полумиллиметра форы у тебя точно не будет.
Ckona> Размер зазора между кольцами составит 4...5 мм, разделение колец 2 мм. сверлом - дело "марудное", проще лобзиком попилить(ся).
Лобзиком проще и быстрее. С проливкой СОЖ.
Ckona> Второй вариант - удалить металл в середине и проверить соосность отверстий "на проход", после чего принять решение о дальнейших действиях.
Не понял, почему ты делишь распиловку колец и проверку соосности на варианты. Разве это не две операции одного и того же техпроцесса?
Алексей, во-первых позволь засвидетельствовать мое восхищение стилем твоей работы. Комментарии имхо в данном случае излишни, фотки говорят сами за себя. Пятнадцать соток - это очень много, но...
Но простейшие измерения, проведенные мной с помощью тисков, лазерной указки, подшипника, плотно насаженного на вал, линейки и длинного коридора, говорят, что угловой люфт внутренней обоймы нового шарикоподшипника общего назначения допускает несоосность отверстий около ± 0,5 мм (полмиллиметра) на дистанции 48 мм (сорок восемь миллиметров) между срединными плоскостями подшипников.
Плотно насаженный на вал подшипник зажимался в тисках за внешнюю обойму, на вал скотчем приматывалась лазерная указка, плита с тисками устанавливалась на пол на дистанции 10 м от стены, лазерная указка включалась, двумя пальцами аккуратно выбирался угловой люфт, и производилось вращательное движение. При этом пятно лазера описывало на стене окружность диаметром как минимум 260 мм. Допустимая несоосность посадочных мест шарикоподшипников кардана (0,5 мм) была получена из подобия треугольников при помощи чертежной программы "Компас".
Ckona> Я считаю, что в рабочей детали, при выполнении отверстий расточным резцом, расхождение будет меньше.
Я тоже так считаю.
Ckona> Желательно обсудить - что делать с "технологической" деталью ?
Ckona> Я бы ее довел "до ума", то есть до колец и сборки на 4-х мм. осях с 6-мм латунными втулками.
Конечно ее надо доводить до ума. Технологический кардан может быть с успехом использован как в установке гидродинамического моделирования, так и при отладке датчика положения РДТТ. Но втулки (НОРМАЛЬНЫЕ втулки) будут гораздо строже к несоосности, чем шарикоподшипники. Полумиллиметра форы у тебя точно не будет.
Ckona> Размер зазора между кольцами составит 4...5 мм, разделение колец 2 мм. сверлом - дело "марудное", проще лобзиком попилить(ся).
Лобзиком проще и быстрее. С проливкой СОЖ.
Ckona> Второй вариант - удалить металл в середине и проверить соосность отверстий "на проход", после чего принять решение о дальнейших действиях.
Не понял, почему ты делишь распиловку колец и проверку соосности на варианты. Разве это не две операции одного и того же техпроцесса?
Skype: a_schabanow
Видео электромеханической части автомата качания. Привод пока педальный.
http://www.runaway.rocketworkshop.net/runaway/.../swing_mechanism.avi
http://www.runaway.rocketworkshop.net/runaway/.../swing_mechanism.avi
Skype: a_schabanow
Non-conformist> Лобзиком проще и быстрее. С проливкой СОЖ.
Есть ли у тебя лобзик с пилками ? Можешь ли раздобыть СОЖ ?
Non-conformist> Не понял, почему ты делишь распиловку колец и проверку соосности на варианты. Разве это не две операции одного и того же техпроцесса?
В детали есть центральное отверстие. Поворачивая деталь вокруг него, можно высверливать кольца (в сверлильном станке с тисками).
Для "чистой" оценки несоосности это центральное отверстие нужно "удалить" и пройти сверлом через деталь насквозь, "зацепив" ответное, с противоположной стороны. Тогда несоосность будет видна визуально.
После этого придется вытачивать заглушку диаметром 44 мм.
Я очень-очень сомневаюсь, что сумею вручную аккуратно выпилить лобзиком кольца, без перекосов цилиндрич. поверхности разрезания. Ручные операции - это "не моё".
Я буду настаивать на инструментальном разделении колец. При толщине 25 мм понадобится сверло диаметром не менее 4 мм. Предложения по изменению чертежа выложу.
В настоящее время у меня три подшипника с наружным диаметром 15 мм и внутр. 5 мм,
а также три подшипника с наружным диам. 15 мм и внутр. 4 мм.
Микрометр так и не найден... но я не теряю надежды...
Есть ли у тебя лобзик с пилками ? Можешь ли раздобыть СОЖ ?
Non-conformist> Не понял, почему ты делишь распиловку колец и проверку соосности на варианты. Разве это не две операции одного и того же техпроцесса?
В детали есть центральное отверстие. Поворачивая деталь вокруг него, можно высверливать кольца (в сверлильном станке с тисками).
Для "чистой" оценки несоосности это центральное отверстие нужно "удалить" и пройти сверлом через деталь насквозь, "зацепив" ответное, с противоположной стороны. Тогда несоосность будет видна визуально.
После этого придется вытачивать заглушку диаметром 44 мм.
Я очень-очень сомневаюсь, что сумею вручную аккуратно выпилить лобзиком кольца, без перекосов цилиндрич. поверхности разрезания. Ручные операции - это "не моё".
Я буду настаивать на инструментальном разделении колец. При толщине 25 мм понадобится сверло диаметром не менее 4 мм. Предложения по изменению чертежа выложу.
В настоящее время у меня три подшипника с наружным диаметром 15 мм и внутр. 5 мм,
а также три подшипника с наружным диам. 15 мм и внутр. 4 мм.
Микрометр так и не найден... но я не теряю надежды...
Non-conformist>> Лобзиком проще и быстрее. С проливкой СОЖ.
Ckona> Есть ли у тебя лобзик с пилками ? Можешь ли раздобыть СОЖ ?
СОЖ по алюминию - это или густой раствор хозмыла, или олеиновая кислота, или просто вода на худой конец. Может есть какая-то специальная, я не знаю. Пилки вроде где-то были. Лежат, наверное, примерно там же, где и твой микрометр. Самого лобзика вообще не помню в лицо. Разве что какие-то детские воспоминания.
Но на работе вроде бы время от времени функционирует воздушный плазморез. Не знаю, есть ли у них циркульная приспособа, и удастся ли разместить у них заказ, но постараюсь прозвонить эту тему. Если согласятся, то считай, что заготовки вырезаны.
Ckona> Для "чистой" оценки несоосности это центральное отверстие нужно "удалить" и пройти сверлом через деталь насквозь, "зацепив" ответное, с противоположной стороны. Тогда несоосность будет видна визуально.
Я думаю, что такие эксперименты излишни. Принимая во внимание допускаемое отклонение ± 0,5 мм, а также то обстоятельство, что "рабочее" кольцо будет (в отличие от "технологического") сверлиться куда более жестким сверлом (в смысле большего диаметра), да потом еще вдобавок растачиваться резцом, я полагаю, что эксперименты с тонким сверлом на "технологической" пластине будут непоказательными. Однако прошу понять меня правильно: коллегиальность - это хорошо, но окончательное решение в данном случае должен принимать ты. Ты видишь все своими глазами, щупаешь руками, и у тебя появляется внутреннее чувство - "смогу / не смогу". Если же сильно сомневаешься, то тогда имхо лучше попробовать "испортить" технологическую пластину - если результаты такого эксперимента ты сочтешь показательными, и их можно будет экстраполировать на рабочую технологию.
Ckona> После этого придется вытачивать заглушку диаметром 44 мм.
Я не понял, предусматривает ли твоя технология обработки посадочных мест под подшипники какие-то дополнительные, технологические отверстия в кольцах? Если да, то не снизят ли они устойчивость колец к осевым нагрузкам?
Ckona> Я буду настаивать на инструментальном разделении колец. При толщине 25 мм понадобится сверло диаметром не менее 4 мм.
Попытаюсь пробить плазморез. Если не выйдет, то - ЛОБЗИК однозначно. Два человека с двух сторон плиты. Один смотрит свой край, другой свой (разметка с двух сторон). Вариант двуручной пилы "Дружба-2". У меня есть и такой человек, и время. Не нужно никаких изменений в чертежах, это отпадает. Убежден, что распилить лобзиком нужно хотя бы ПОПЫТАТЬСЯ. С другой стороны - если есть приспособа и сверлильный станок - зачем такое толстое сверло? Неужели нельзя обойтись хотя бы диаметром 2,7 мм?
Ckona> Есть ли у тебя лобзик с пилками ? Можешь ли раздобыть СОЖ ?
СОЖ по алюминию - это или густой раствор хозмыла, или олеиновая кислота, или просто вода на худой конец. Может есть какая-то специальная, я не знаю. Пилки вроде где-то были. Лежат, наверное, примерно там же, где и твой микрометр. Самого лобзика вообще не помню в лицо. Разве что какие-то детские воспоминания.
Но на работе вроде бы время от времени функционирует воздушный плазморез. Не знаю, есть ли у них циркульная приспособа, и удастся ли разместить у них заказ, но постараюсь прозвонить эту тему. Если согласятся, то считай, что заготовки вырезаны.
Ckona> Для "чистой" оценки несоосности это центральное отверстие нужно "удалить" и пройти сверлом через деталь насквозь, "зацепив" ответное, с противоположной стороны. Тогда несоосность будет видна визуально.
Я думаю, что такие эксперименты излишни. Принимая во внимание допускаемое отклонение ± 0,5 мм, а также то обстоятельство, что "рабочее" кольцо будет (в отличие от "технологического") сверлиться куда более жестким сверлом (в смысле большего диаметра), да потом еще вдобавок растачиваться резцом, я полагаю, что эксперименты с тонким сверлом на "технологической" пластине будут непоказательными. Однако прошу понять меня правильно: коллегиальность - это хорошо, но окончательное решение в данном случае должен принимать ты. Ты видишь все своими глазами, щупаешь руками, и у тебя появляется внутреннее чувство - "смогу / не смогу". Если же сильно сомневаешься, то тогда имхо лучше попробовать "испортить" технологическую пластину - если результаты такого эксперимента ты сочтешь показательными, и их можно будет экстраполировать на рабочую технологию.
Ckona> После этого придется вытачивать заглушку диаметром 44 мм.
Я не понял, предусматривает ли твоя технология обработки посадочных мест под подшипники какие-то дополнительные, технологические отверстия в кольцах? Если да, то не снизят ли они устойчивость колец к осевым нагрузкам?
Ckona> Я буду настаивать на инструментальном разделении колец. При толщине 25 мм понадобится сверло диаметром не менее 4 мм.
Попытаюсь пробить плазморез. Если не выйдет, то - ЛОБЗИК однозначно. Два человека с двух сторон плиты. Один смотрит свой край, другой свой (разметка с двух сторон). Вариант двуручной пилы "Дружба-2". У меня есть и такой человек, и время. Не нужно никаких изменений в чертежах, это отпадает. Убежден, что распилить лобзиком нужно хотя бы ПОПЫТАТЬСЯ. С другой стороны - если есть приспособа и сверлильный станок - зачем такое толстое сверло? Неужели нельзя обойтись хотя бы диаметром 2,7 мм?
Skype: a_schabanow
Non-conformist> У меня есть и такой человек, и время.
Дружба-2 - Блестящая идея ! Главное, что есть время.
Поступим след. образом:
В Киеве - на сверлилке изготавливаются кольца "технологического" кардана.
В Чернигов - направляется пробный образец, с канавкой - для проверки лобзиковой технологии.
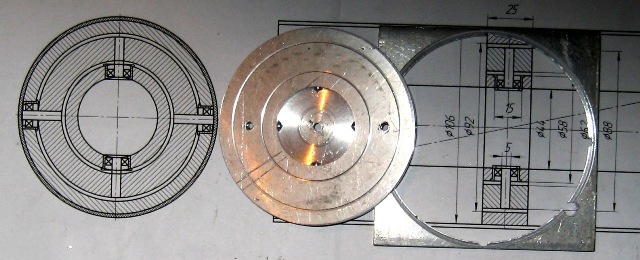
Сверло 2,5 мм я один раз сломал в теле детали и долго выковыривал (см.отв.Д8, фото на фоне чертежа),
поэтому высверливать "двойкой" 230 отверстий опасаюсь.
В среднем кольце предполагается два технологич. отверстия М4.
На "технологич." образце их ориентация неправильная - должны быть под 45 град. к осям кардана.
Дружба-2 - Блестящая идея ! Главное, что есть время.
Поступим след. образом:
В Киеве - на сверлилке изготавливаются кольца "технологического" кардана.
В Чернигов - направляется пробный образец, с канавкой - для проверки лобзиковой технологии.
Сверло 2,5 мм я один раз сломал в теле детали и долго выковыривал (см.отв.Д8, фото на фоне чертежа),
поэтому высверливать "двойкой" 230 отверстий опасаюсь.
В среднем кольце предполагается два технологич. отверстия М4.
На "технологич." образце их ориентация неправильная - должны быть под 45 град. к осям кардана.
Передача алюминия состоялась. Процесс занял пару часов, в приятной беседе время течёт незаметно ;^))
Есть комплект подшипников! Опять выручили самописцы РП-160, модификация с "черными квадратными шаговыми двигателями". В каждом моторчике - по два подшипника, итого на кардан нужно два таких шаговика. Размеры чуть больше, чем на чертеже, но всё помещается без проблем, переделки минимальны. Очень хорошо, что плита толще, чем 25 мм - диаметр внешней обоймы добытых шарикоподшипников больше чем на чертеже на 3 мм. На эту же величину увеличим высоту колец, а чтобы обеспечить нужный угол поворота - снимем фаски.
Точные размеры:
D = 15,996 мм
d ~ 5,0 мм (стержень диам. 4,98 мм входит намного свободнее, чем в обойму исходного подшипника; видимо, нужен диаметр 4,99 мм, или полуда)
h = 4,98 мм
Отредактированный чертеж кардана (под описанный выше комплект подшипников) в аттаче. На кольцах построил фаски из условия проворота обеих колец на 360 градусов плюс полумиллиметровый зазор. Если полный проворот не нужен, то фаски могут быть меньше. Деталировку не делал - терпения не хватило.
Точные размеры:
D = 15,996 мм
d ~ 5,0 мм (стержень диам. 4,98 мм входит намного свободнее, чем в обойму исходного подшипника; видимо, нужен диаметр 4,99 мм, или полуда)
h = 4,98 мм
Отредактированный чертеж кардана (под описанный выше комплект подшипников) в аттаче. На кольцах построил фаски из условия проворота обеих колец на 360 градусов плюс полумиллиметровый зазор. Если полный проворот не нужен, то фаски могут быть меньше. Деталировку не делал - терпения не хватило.

Skype: a_schabanow
Объясни назначение вкладышей.
Упор, фиксирующий перемещение подшипника при сборке ?
По точности: перемещение оси на 0,5 мм при расстоянии 48 мм - это 36 угловых минут.
Смещение осей высверленных отверстий (0,15 мм на 31 мм) - это 16 угловых минут.
Ось подшипника длиной 22 мм, будучи повернутой относительно центра подшипника на 16',
сместится своим дальним концом на 0,091 мм, а если использовать полный люфт подшипника (36'),
то на 0,2 мм.
Таким образом, фиксируя посадкой подшипник, мы вынуждены давать люфт для оси (по диаметру)
0,2 мм в первом случае, и 0,4 мм - во втором.
Если же люфт выполнять и для оси, и для подшипника, то "компенсирующий" поворот оси
будет вокруг средней точки оси, и необходимые люфты станут вдвое меньше.
Опробованная мной технология предполагает конструкцию без вкладышей, см.доработанный чертеж.
Минимальный диаметр проточки - 14 мм., определяется имеющимся резцом.
Упор, фиксирующий перемещение подшипника при сборке ?
По точности: перемещение оси на 0,5 мм при расстоянии 48 мм - это 36 угловых минут.
Смещение осей высверленных отверстий (0,15 мм на 31 мм) - это 16 угловых минут.
Ось подшипника длиной 22 мм, будучи повернутой относительно центра подшипника на 16',
сместится своим дальним концом на 0,091 мм, а если использовать полный люфт подшипника (36'),
то на 0,2 мм.
Таким образом, фиксируя посадкой подшипник, мы вынуждены давать люфт для оси (по диаметру)
0,2 мм в первом случае, и 0,4 мм - во втором.
Если же люфт выполнять и для оси, и для подшипника, то "компенсирующий" поворот оси
будет вокруг средней точки оси, и необходимые люфты станут вдвое меньше.
Опробованная мной технология предполагает конструкцию без вкладышей, см.доработанный чертеж.
Минимальный диаметр проточки - 14 мм., определяется имеющимся резцом.
Прикреплённые файлы:

Ckona> Объясни назначение вкладышей. Упор, фиксирующий перемещение подшипника при сборке?
Да, и это тоже. Для удобства сборки. Вкладыши могут также пригодиться для сборки кардана на эпоксидке: подшипник туго запрессовывается во втулку, а втулка уже шершавится и садится на эпоксидке в кольцо. И еще. Подшипники во вкладышах получаются завтуленными в теле кольца через твердый металл, что повышает устойчивость алюминиевой поверхности посадочного места к заминаниям относительно мягкого материала под нагрузкой (увеличивается площадь, на которую прикладывается нагрузка)... В общем, таковы были основные соображения.
В любом случаем сначала можно попробовать посадить подшипники прямо на алюминий, без втулок, а потом, если потребуется - расточить отверстия, выточить втулки, и собрать со втулками. Но имхо растачиваемые отверстия потом трудненько будет выставить в станке красиво, без биений.
Ckona> По точности: перемещение оси на 0,5 мм при расстоянии 48 мм - это 36 угловых минут. Смещение осей высверленных отверстий (0,15 мм на 31 мм) - это 16 угловых минут. Ось подшипника длиной 22 мм, будучи повернутой относительно центра подшипника на 16', сместится своим дальним концом на 0,091 мм, а если использовать полный люфт подшипника (36'), то на 0,2 мм. Таким образом, фиксируя посадкой подшипник, мы вынуждены давать люфт для оси (по диаметру) 0,2 мм в первом случае, и 0,4 мм - во втором. Если же люфт выполнять и для оси, и для подшипника, то "компенсирующий" поворот оси будет вокруг средней точки оси, и необходимые люфты станут вдвое меньше.
Вообще, когда я писал про измеренный мной угловой люфт шарикоподшипника, я имел в виду несоосность ПРОТИВОположных отверстий СРЕДНЕГО кольца, которая обусловлена низкой жесткостью сверла при сквозном сверлении двух отверстий за одну установку детали - т.е. я думал об изломе осей СРЕДНЕГО кольца. Я был уверен, что все три кольца будут сверлиться в сборе, будучи намертво зафиксированными на технологической плите твоей приспособы. Т.е. ни о какой несоосности посадочных мест ПОДШИПНИКА И ЕГО ОСИ, при такой постановке вопроса, не идет и речи - две детали сверлятся и одна из них растачивается ЗА ОДНУ УСТАНОВКУ, В ПАКЕТЕ. Т.е. эти отверстия (под ось и под подшипник) получаются соосными до сотки...
Но вот потом, когда ты, просверлив среднее кольцо, подаешь сверло дальше, до ПРОТИВОположной стенки среднего кольца, и начинаешь внедряться в материал, то в этот момент и происходит фигня - проявляет себя низкая жесткость длинного сверла, и его "уводит" на те самые десятки. Правильно ли я понимаю твою технологию? Объясни словами - по пунктам, как в технологической карте, а то по фоткам мне трудно судить о твоих замыслах.
И потом... Наверное, я все-таки неправильно тебя понимаю, потому что описанный выше техпроцесс не имеет смысла: как тогда РАСТАЧИВАТЬ С ДВУХ СТОРОН просверленные за один проход отверстия? Просто физически невозможно расточить два противоположных посадочных места под подшипники, НЕ ПЕРЕВОРАЧИВАЯ ДЕТАЛЬ...
Ckona> Минимальный диаметр проточки - 14 мм., определяется имеющимся резцом.
У меня есть свой вариант техпроцесса, но сначала опиши словами свой. Если есть тонкий резец, обеспечивающий расточку с диаметра 5 мм, то о сколько-нибудь значительной несоосности отверстий под подшипник и под его ось можно забыть. У меня есть такой резец. А еще я нашел лобзик и десять пилок.
Да, и это тоже. Для удобства сборки. Вкладыши могут также пригодиться для сборки кардана на эпоксидке: подшипник туго запрессовывается во втулку, а втулка уже шершавится и садится на эпоксидке в кольцо. И еще. Подшипники во вкладышах получаются завтуленными в теле кольца через твердый металл, что повышает устойчивость алюминиевой поверхности посадочного места к заминаниям относительно мягкого материала под нагрузкой (увеличивается площадь, на которую прикладывается нагрузка)... В общем, таковы были основные соображения.
В любом случаем сначала можно попробовать посадить подшипники прямо на алюминий, без втулок, а потом, если потребуется - расточить отверстия, выточить втулки, и собрать со втулками. Но имхо растачиваемые отверстия потом трудненько будет выставить в станке красиво, без биений.
Ckona> По точности: перемещение оси на 0,5 мм при расстоянии 48 мм - это 36 угловых минут. Смещение осей высверленных отверстий (0,15 мм на 31 мм) - это 16 угловых минут. Ось подшипника длиной 22 мм, будучи повернутой относительно центра подшипника на 16', сместится своим дальним концом на 0,091 мм, а если использовать полный люфт подшипника (36'), то на 0,2 мм. Таким образом, фиксируя посадкой подшипник, мы вынуждены давать люфт для оси (по диаметру) 0,2 мм в первом случае, и 0,4 мм - во втором. Если же люфт выполнять и для оси, и для подшипника, то "компенсирующий" поворот оси будет вокруг средней точки оси, и необходимые люфты станут вдвое меньше.
Вообще, когда я писал про измеренный мной угловой люфт шарикоподшипника, я имел в виду несоосность ПРОТИВОположных отверстий СРЕДНЕГО кольца, которая обусловлена низкой жесткостью сверла при сквозном сверлении двух отверстий за одну установку детали - т.е. я думал об изломе осей СРЕДНЕГО кольца. Я был уверен, что все три кольца будут сверлиться в сборе, будучи намертво зафиксированными на технологической плите твоей приспособы. Т.е. ни о какой несоосности посадочных мест ПОДШИПНИКА И ЕГО ОСИ, при такой постановке вопроса, не идет и речи - две детали сверлятся и одна из них растачивается ЗА ОДНУ УСТАНОВКУ, В ПАКЕТЕ. Т.е. эти отверстия (под ось и под подшипник) получаются соосными до сотки...
Но вот потом, когда ты, просверлив среднее кольцо, подаешь сверло дальше, до ПРОТИВОположной стенки среднего кольца, и начинаешь внедряться в материал, то в этот момент и происходит фигня - проявляет себя низкая жесткость длинного сверла, и его "уводит" на те самые десятки. Правильно ли я понимаю твою технологию? Объясни словами - по пунктам, как в технологической карте, а то по фоткам мне трудно судить о твоих замыслах.
И потом... Наверное, я все-таки неправильно тебя понимаю, потому что описанный выше техпроцесс не имеет смысла: как тогда РАСТАЧИВАТЬ С ДВУХ СТОРОН просверленные за один проход отверстия? Просто физически невозможно расточить два противоположных посадочных места под подшипники, НЕ ПЕРЕВОРАЧИВАЯ ДЕТАЛЬ...
Ckona> Минимальный диаметр проточки - 14 мм., определяется имеющимся резцом.
У меня есть свой вариант техпроцесса, но сначала опиши словами свой. Если есть тонкий резец, обеспечивающий расточку с диаметра 5 мм, то о сколько-нибудь значительной несоосности отверстий под подшипник и под его ось можно забыть. У меня есть такой резец. А еще я нашел лобзик и десять пилок.
Прикреплённые файлы:

Skype: a_schabanow
Copyright © Balancer 1997..2018
Создано 03.11.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 03.11.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}