 Serge77
Serge77

 инфо
инфо инструменты
инструменты FRC
FRC





 Azot
Azot


 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
![[image]](https://www.balancer.ru/cache/sites/i/m/img684.imageshack.us/img684/3979/128x128-crop/24112011449.jpg)
Private Space Launch - создание ракеты на ГРД
Проект, посвященный созданию носителя на ГРДТеги:
FRC> ДБФ вроде есть в наличии. Спасибо, сегодня попробую.
Проверь сначала его совместимость с полимером, без наполнителя. Может не смешиваться или после полимеризации выпотевать на поверхности через пару дней.
Проверь сначала его совместимость с полимером, без наполнителя. Может не смешиваться или после полимеризации выпотевать на поверхности через пару дней.


FRC>> ДБФ вроде есть в наличии. Спасибо, сегодня попробую.
Serge77> Проверь сначала его совместимость с полимером, без наполнителя. Может не смешиваться или после полимеризации выпотевать на поверхности через пару дней.
Попробовал. С этой резиной ДБФ не смешивается. Растворители ее не берут. Я капал ДБФ скорее как смазку. Прессовать стало легче, смешивать с гранулами тоже.
Serge77> Проверь сначала его совместимость с полимером, без наполнителя. Может не смешиваться или после полимеризации выпотевать на поверхности через пару дней.
Попробовал. С этой резиной ДБФ не смешивается. Растворители ее не берут. Я капал ДБФ скорее как смазку. Прессовать стало легче, смешивать с гранулами тоже.

FRC> Прессовать стало легче, смешивать с гранулами тоже.
Так и прочность может сильно упасть, если не смешивается.
Так и прочность может сильно упасть, если не смешивается.

FRC>> Прессовать стало легче, смешивать с гранулами тоже.
Serge77> Так и прочность может сильно упасть, если не смешивается.
Это плохой знак с ДБФ, в смысле, что масло тоже может не подойти?
Serge77> Так и прочность может сильно упасть, если не смешивается.
Это плохой знак с ДБФ, в смысле, что масло тоже может не подойти?

FRC>> Прессовать стало легче, смешивать с гранулами тоже.
Serge77> Так и прочность может сильно упасть, если не смешивается.
Вероятно так. Но качество конечного продукта с ДБФ лучше, нежели без него. Во всяком случае, в прессованной заготовке нет трещин. Прочность вполне достаточная. Сегодня проверим как обработается на станке.
Serge77> Так и прочность может сильно упасть, если не смешивается.
Вероятно так. Но качество конечного продукта с ДБФ лучше, нежели без него. Во всяком случае, в прессованной заготовке нет трещин. Прочность вполне достаточная. Сегодня проверим как обработается на станке.
CATO> ВТОРАЯ ВОЛНА - за последний месяц это уже второй тематический репортаж по ЦТ
Видимо, будут запрещать. Бороться, поди, сложнее.
Видимо, будут запрещать. Бороться, поди, сложнее.
FRC>> Прессовать стало легче, смешивать с гранулами тоже.
Serge77> Так и прочность может сильно упасть, если не смешивается.
Ты прав. Прессуется отменно, обрабатывается удовлетворительно, прочность очень низкая.
Serge77> Так и прочность может сильно упасть, если не смешивается.
Ты прав. Прессуется отменно, обрабатывается удовлетворительно, прочность очень низкая.
Дата старта ближе, работы все больше. Итак.
1. Счет стендовым испытаниям двигателя потеряли. Наверно 10-15 жглись за месяц, из них 1 аварийно. Связка из двухкомпонентной резины дает низкий УИ (ок 160-170сек). Пересели на полиуретан. Сразу получили 190сек. при избытке горючего в 1,5 раза от штатного. Скорость уноса шашки 0,7мм/сек, что и требовалось.
Немного укоротили шашку, и в субботу прожглись еще раз. Двигатель и стенд разрушены, но, похоже УИ много за 200сек при давлении в камере сгорания за 50 кг/см*2.
Причина взрыва, вероятно, засорение сопла частями шашки горючего.
Будем все восстанавливать и повторять.
Так же ведутся работы по каучуковой связке.
2. Начали сборку летного образца ракеты.
Калибр 108, длина 5400мм. Вес сухой пока 21 кг.
Корпус бака и камеры сгорания стеклопластиковые. Из алюминия только стыковочные узлы и инжекторная головка.
На сегодня, бак собран, камера сгорания без сопла собрана. Опрессовку еще не успели провести. Фотки не делал пока, т.к. надо прибраться в мастерской, чтобы фон соответствовал.
3. Пусковая ферма (пока без направляющих) L-4000мм готова.
4. Rocki подготовил оснастку для изготовления обтекателя по его технологии (выклейка/прессование стеклопластикового обтекателя в форме из гипса). Сегодня-завтра будем выклеивать с Yalex.
5. Разработана конструкция заправочного узла с дистанционным отсоединением от ракеты.
6. Начали комплектовать наземную заправочную линию компонентами (приводы для шаровых кранов, шланги и проч.). В линию входит плунжерный насос для закачки окислителя на "борт". Самотеком медленно слишком.
Насос купили, но не включали.
1. Счет стендовым испытаниям двигателя потеряли. Наверно 10-15 жглись за месяц, из них 1 аварийно. Связка из двухкомпонентной резины дает низкий УИ (ок 160-170сек). Пересели на полиуретан. Сразу получили 190сек. при избытке горючего в 1,5 раза от штатного. Скорость уноса шашки 0,7мм/сек, что и требовалось.
Немного укоротили шашку, и в субботу прожглись еще раз. Двигатель и стенд разрушены, но, похоже УИ много за 200сек при давлении в камере сгорания за 50 кг/см*2.
Причина взрыва, вероятно, засорение сопла частями шашки горючего.
Будем все восстанавливать и повторять.
Так же ведутся работы по каучуковой связке.
2. Начали сборку летного образца ракеты.
Калибр 108, длина 5400мм. Вес сухой пока 21 кг.
Корпус бака и камеры сгорания стеклопластиковые. Из алюминия только стыковочные узлы и инжекторная головка.
На сегодня, бак собран, камера сгорания без сопла собрана. Опрессовку еще не успели провести. Фотки не делал пока, т.к. надо прибраться в мастерской, чтобы фон соответствовал.
3. Пусковая ферма (пока без направляющих) L-4000мм готова.
4. Rocki подготовил оснастку для изготовления обтекателя по его технологии (выклейка/прессование стеклопластикового обтекателя в форме из гипса). Сегодня-завтра будем выклеивать с Yalex.
5. Разработана конструкция заправочного узла с дистанционным отсоединением от ракеты.
6. Начали комплектовать наземную заправочную линию компонентами (приводы для шаровых кранов, шланги и проч.). В линию входит плунжерный насос для закачки окислителя на "борт". Самотеком медленно слишком.
Насос купили, но не включали.
Прикреплённые файлы:
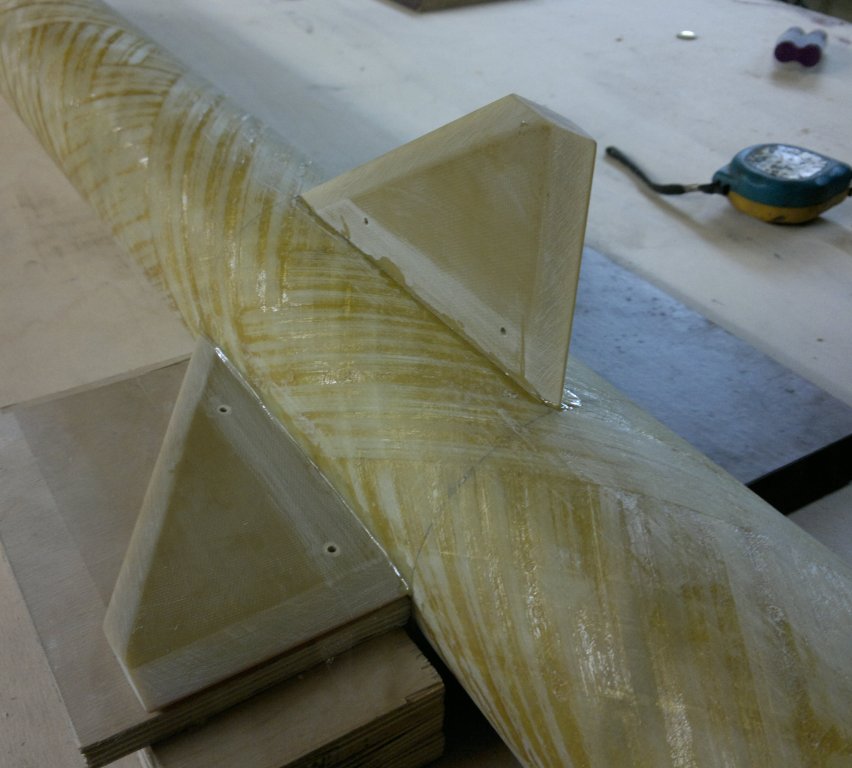
Опока для изготовления матрицы обтекателя. Или гипсом зальем или ППУ.
Деревянный болван пропитали парафином с помощью термофена и губки. Затем нанесен разделительный воск и заполирован. Сверху еще 2 слоя воска (спрей Monofilm).
Технология предусматривает обкладку пуансона, повторяющего внутренние размеры обтекателя, стеклотканью/рогожей и запрессовку его в гипсовую матрицу. Но, поскольку длина обтекателя 700мм, то используем в качестве наполнителя не ткань, а рубленное стекловолокно +ЭД + микросферы. Состав нанесем на пуансон, часть зальем в форму и продавим пуансоном.
По идее, должно получиться качественное изделие.
Деревянный болван пропитали парафином с помощью термофена и губки. Затем нанесен разделительный воск и заполирован. Сверху еще 2 слоя воска (спрей Monofilm).
Технология предусматривает обкладку пуансона, повторяющего внутренние размеры обтекателя, стеклотканью/рогожей и запрессовку его в гипсовую матрицу. Но, поскольку длина обтекателя 700мм, то используем в качестве наполнителя не ткань, а рубленное стекловолокно +ЭД + микросферы. Состав нанесем на пуансон, часть зальем в форму и продавим пуансоном.
По идее, должно получиться качественное изделие.
Прикреплённые файлы:
Это сообщение редактировалось 17.09.2012 в 14:01

CATO>> ВТОРАЯ ВОЛНА
FRC> Видимо, будут запрещать. Бороться, поди, сложнее.
"Предчувствия его не обманули....."
FRC> Видимо, будут запрещать. Бороться, поди, сложнее.
"Предчувствия его не обманули....."


извиняюсь за оффтоп. Наверное пора переходить на топливо из навоза. Хотя и его могут запретить - вдруг начнут массово во власть кидать... Стоит ожидать появления новой темы на форуме "Мой путь синтеза закиси" ?
Это сообщение редактировалось 18.09.2012 в 14:30
I.C.> а нафига в тегах не выводить этот текст ?
CATO>> "Предчувствия его не обманули....."
I.C.> извиняюсь за оффтоп. Наверное пора переходить на топливо из навоза. Хотя и его могут запретить - вдруг начнут массово во власть кидать... Стоит ожидать появления новой темы на форуме "Мой путь синтеза закиси" ?
Из-за уродов, которым нечего заняться (я про безмозглый молодняк, зависающий на дискотеках), придется переходить на азотку") ))
))
Власть наша как всегда, перекладывает с больной на здоровую... Не с наркоманией борятся, а просто запрещают. При этом, "левые" каналы получения останутся и эффекта не будет.
А нам придется лицензию получать и покупать от юрлица.
CATO>> "Предчувствия его не обманули....."
I.C.> извиняюсь за оффтоп. Наверное пора переходить на топливо из навоза. Хотя и его могут запретить - вдруг начнут массово во власть кидать... Стоит ожидать появления новой темы на форуме "Мой путь синтеза закиси" ?
Из-за уродов, которым нечего заняться (я про безмозглый молодняк, зависающий на дискотеках), придется переходить на азотку
)) Власть наша как всегда, перекладывает с больной на здоровую... Не с наркоманией борятся, а просто запрещают. При этом, "левые" каналы получения останутся и эффекта не будет.
А нам придется лицензию получать и покупать от юрлица.
В продолжение про обтекатель.
Вчера залил деревянную болванку алебастром. Через минут 40 извлек болван и получил матрицу среднего качества поверхности.
Вчера залил деревянную болванку алебастром. Через минут 40 извлек болван и получил матрицу среднего качества поверхности.
Прикреплённые файлы:
треснула малек, но не страшно.
Прикреплённые файлы:
На пуансон ровненько намотал стеклоровинг до внешнего диаметра обтекателя минус 2мм.
Потом в нос матрицы уложил рубленое стекловолокно и залил смолой. Обмотанный пуансон густо пропитал смолой и втолкнул в матрицу. Все сооружение вакуумировал пылесосом и додавил на прессе. Излишки смолы выжало и так оставил на ночь. На результат посмотрим сегодня.
Косяки и рекомендации:
1. основная недодумка в том, что использовал смолу ЭД20. Хоть и грел ее до 60С., но все же она густая и для пропитки плотно намотонной нити не подходит. Встала минут за 15. И, главное, на столе стояла жидкая немецкая, долгоиграющая (45мин) смола для инфузии.... почему не применил, не понятно. В общем, как и советовал Rocki, применяйте жидкую смолу.
2. Вакуумировать пылесосом очень удобно. Матрицу устанавливаете в большой целофановый пакет и все. Давление очень приличное.
3. Наматывать на пуансон ровинг/нить гораздо технологичнее, нежели выкладывать полотном внутри матрицы. Никаких складок и проч. неприятностей.
В целом процесс должен быть таким:
1. Изготовили гипсовую матрицу.
2. Забрызгали ее изнутри разделителем (я применял спрей).
3. Деревянный пуансон пропитали парафином, натерли воском и обмотали пакетом с минимумом складок. Швы залепили скотчем. Сверху тоже лучше наносить разделитель, если размер большой изделия.
4. Намотали ровинг на пуансон так, чтобы простенок между намоткой и матрицей был миллиметр где-то.
5. Намазали намотку смолой.
6. поставили пуансон в пакет и вакуумировали на минуту. Сняли пакет.
7. Залили в носок матрицы смолы с рубленым волокном (из ткани можно нарубить за 20 минут грамм 300). Смолы надо примерно треть от высоты матрицы.
8. Затолкали пуансон в матрицу пока не перестанет двигатся или до отметки. Через простенок выдавится излишек смолы.
9. Поставили сверху груз.
10. Извлекли после застывания пуансон.
11. Разбили гипсовую матрицу. Ну или выдавили изделие, кому как нравится.
Если предполагается обрабатывать на токарном станке полученное изделие, то наоборот, сначала из гипса все достали, обработали на токарнике, а потом извлекли пуансон.
Потом в нос матрицы уложил рубленое стекловолокно и залил смолой. Обмотанный пуансон густо пропитал смолой и втолкнул в матрицу. Все сооружение вакуумировал пылесосом и додавил на прессе. Излишки смолы выжало и так оставил на ночь. На результат посмотрим сегодня.
Косяки и рекомендации:
1. основная недодумка в том, что использовал смолу ЭД20. Хоть и грел ее до 60С., но все же она густая и для пропитки плотно намотонной нити не подходит. Встала минут за 15. И, главное, на столе стояла жидкая немецкая, долгоиграющая (45мин) смола для инфузии.... почему не применил, не понятно. В общем, как и советовал Rocki, применяйте жидкую смолу.
2. Вакуумировать пылесосом очень удобно. Матрицу устанавливаете в большой целофановый пакет и все. Давление очень приличное.
3. Наматывать на пуансон ровинг/нить гораздо технологичнее, нежели выкладывать полотном внутри матрицы. Никаких складок и проч. неприятностей.
В целом процесс должен быть таким:
1. Изготовили гипсовую матрицу.
2. Забрызгали ее изнутри разделителем (я применял спрей).
3. Деревянный пуансон пропитали парафином, натерли воском и обмотали пакетом с минимумом складок. Швы залепили скотчем. Сверху тоже лучше наносить разделитель, если размер большой изделия.
4. Намотали ровинг на пуансон так, чтобы простенок между намоткой и матрицей был миллиметр где-то.
5. Намазали намотку смолой.
6. поставили пуансон в пакет и вакуумировали на минуту. Сняли пакет.
7. Залили в носок матрицы смолы с рубленым волокном (из ткани можно нарубить за 20 минут грамм 300). Смолы надо примерно треть от высоты матрицы.
8. Затолкали пуансон в матрицу пока не перестанет двигатся или до отметки. Через простенок выдавится излишек смолы.
9. Поставили сверху груз.
10. Извлекли после застывания пуансон.
11. Разбили гипсовую матрицу. Ну или выдавили изделие, кому как нравится.
Если предполагается обрабатывать на токарном станке полученное изделие, то наоборот, сначала из гипса все достали, обработали на токарнике, а потом извлекли пуансон.
Прикреплённые файлы:
Это сообщение редактировалось 18.09.2012 в 16:46

FRC> 1. основная недодумка в том, что использовал смолу ЭД20. Хоть и грел ее до 60С., но все же она густая и для пропитки плотно намотонной нити не подходит. Встала минут за 15.
Ты мог обойтись без вакуума и даже матрицы с рубленным стекловолокном, если бы мотал ровинг на матрицу уже намазанную эпоксикомпаундом. Одновременно с подачей нити нужно организовать хотя бы периодическое прижатие к поверхности валика (небольшого размера) или шпателя. ЭД-20 конечно нужно разжижать активными пластификаторами ( типа МЭГ, ДЭГ), или хотя бы ДБФ. Таким методом можно намотать с.пластик с 70 % наполнителя.
Ты мог обойтись без вакуума и даже матрицы с рубленным стекловолокном, если бы мотал ровинг на матрицу уже намазанную эпоксикомпаундом. Одновременно с подачей нити нужно организовать хотя бы периодическое прижатие к поверхности валика (небольшого размера) или шпателя. ЭД-20 конечно нужно разжижать активными пластификаторами ( типа МЭГ, ДЭГ), или хотя бы ДБФ. Таким методом можно намотать с.пластик с 70 % наполнителя.

FRC> А нам придется лицензию получать и покупать от юрлица.
Возможно всё ещё хуже, поскольку его похоже собираются запрещать не как прекурсор, а ажно как полноценное НС((( В этом случае надо будет разрешение на работу с подобным говном, а как его получить...
Возможно всё ещё хуже, поскольку его похоже собираются запрещать не как прекурсор, а ажно как полноценное НС((( В этом случае надо будет разрешение на работу с подобным говном, а как его получить...
Azot> Ты мог обойтись без вакуума и даже матрицы с рубленным стекловолокном..
В целом так. Просто наматывал ровинг не на намоточном станке, а токарнике. Из-за этого пришлось именно сухой использовать. Рубленное стекловолокно только в носовой части, чтоб пустоту заполнить.
В обтекателе сознательно завышено содержание связующего и оно неравномерное по длине изделия. В носке 90% связки, а в намотанной части 45%. Носок, по расчетам, будет грется до 900 град.Ц. и нам нужен эффект аб** который дает именно смола.
Разумеется, "самый, самый" носок будет стальной.
В целом так. Просто наматывал ровинг не на намоточном станке, а токарнике. Из-за этого пришлось именно сухой использовать. Рубленное стекловолокно только в носовой части, чтоб пустоту заполнить.
В обтекателе сознательно завышено содержание связующего и оно неравномерное по длине изделия. В носке 90% связки, а в намотанной части 45%. Носок, по расчетам, будет грется до 900 град.Ц. и нам нужен эффект аб** который дает именно смола.
Разумеется, "самый, самый" носок будет стальной.
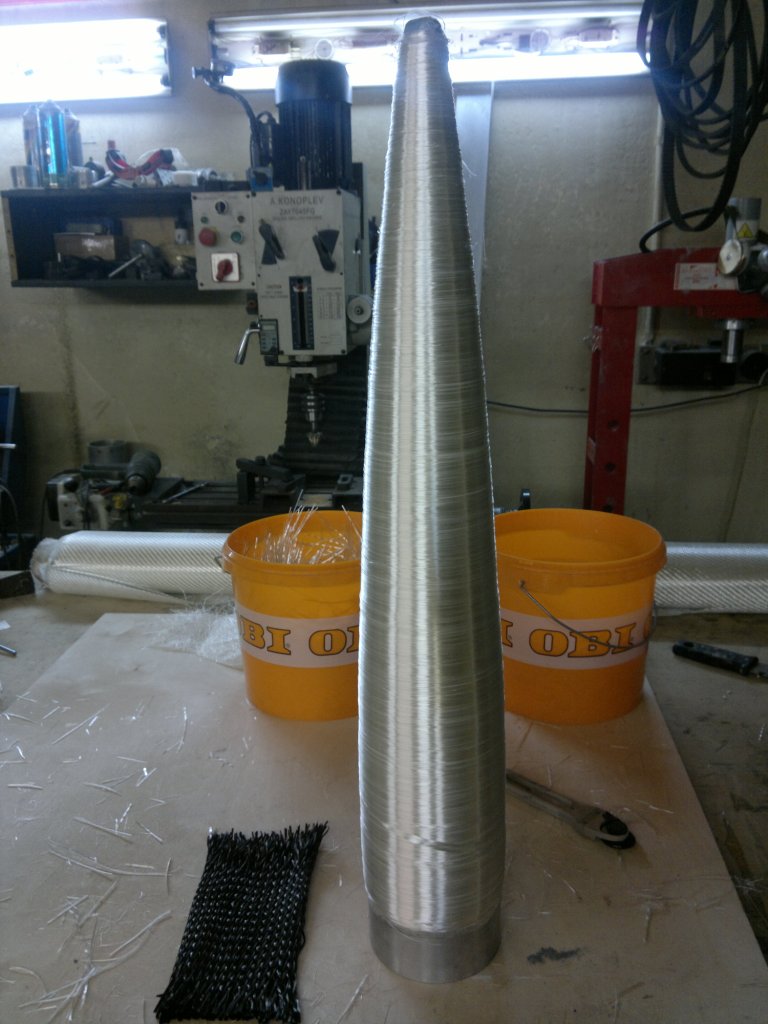
Докладываю по обтекателю.
После каменотесных работ готовый обтекатель был извлечен из гипса. Если бы не повредил в 2-х местах стамеской, то было бы на четверку. Есть мелкие пузырьки (штук 10) воздуха и все.
Пошкурил, торцанул края, пузырьки и повреждения заделал смолой. Завтра финишная обработка, извлечение пуансона, вклейка узла стыковки с корпусом ракеты. Фото завтра.
После каменотесных работ готовый обтекатель был извлечен из гипса. Если бы не повредил в 2-х местах стамеской, то было бы на четверку. Есть мелкие пузырьки (штук 10) воздуха и все.
Пошкурил, торцанул края, пузырьки и повреждения заделал смолой. Завтра финишная обработка, извлечение пуансона, вклейка узла стыковки с корпусом ракеты. Фото завтра.
Длинющие запчасти ракеты получились, не развернуться. Нашел самое чистое место в мастерской (убираться некогда) и решил сфоткать.
Это бак окислителя. Фланец слева - узел стыковки с камерой сгорания. Верхняя заглушка бака запрессована внутрь корпуса и не видна. На ней заправочные комуникации. Торчащие из фланца провода - выводы двух нагревателей по 200Ватт. Размеры бака 108х100х3400мм. Вес-10,2кг, но увеличится, т.к. еще надо зафиксировать винтами заглушки, а это прим. 600г. Рабочее давление 70 атм.
Это бак окислителя. Фланец слева - узел стыковки с камерой сгорания. Верхняя заглушка бака запрессована внутрь корпуса и не видна. На ней заправочные комуникации. Торчащие из фланца провода - выводы двух нагревателей по 200Ватт. Размеры бака 108х100х3400мм. Вес-10,2кг, но увеличится, т.к. еще надо зафиксировать винтами заглушки, а это прим. 600г. Рабочее давление 70 атм.
Прикреплённые файлы:
Это просто бак состыкован с камерой сгорания.
Осталось еще много работы.
Стабилизаторы изготовить и приклеить. Закрепить заглушки бакак винтами. Намотать бандаж поверх винтов. Установить уплотнения в инжекторную головку и собрать ее. Изготовить сопло и его крепления.
Все опрессовать, откалибровать дренажный клапан. Уже начисто промыть бак и комуникации под давлением. Провести пробную полную заправку и обратную закачку из бака в баллоны.
Осталось еще много работы.
Стабилизаторы изготовить и приклеить. Закрепить заглушки бакак винтами. Намотать бандаж поверх винтов. Установить уплотнения в инжекторную головку и собрать ее. Изготовить сопло и его крепления.
Все опрессовать, откалибровать дренажный клапан. Уже начисто промыть бак и комуникации под давлением. Провести пробную полную заправку и обратную закачку из бака в баллоны.
Прикреплённые файлы:
По состоянию на вчера.
1. Пляски вокруг обтекателя продолжаются. По итогам предыдущих работ, получилась скорлупа толщиной стенки 1мм в широкой части. Пропитались 1,5 слоя стеклоровинга, а остальные сухими пришлось удалять изнутри. Повторили манипуляцию, но уже с жидкой смолой 3 дня назад, и теперь пытаемся извлечь пуансон......
2. Rocki изготовил и наживил стабилизаторы. Сами по себе, красотища необыкновенная. Материал стеклотекстолит. Для добора толщины склеены из 2-х листов по 3мм. Вчера они были выставлены под нужным углом и зафиксированы на корпусе. Далее последует проклейка тканными материалами.
3. Позавчера нашло вдохновение и за час был намотан стеклоровингом тестовый баллончик. Даже не ожидал, что так легко получится. Применять его не планируется, а только испытать технологию. Взял стеклопластиковую самодельную трубку 27х25х100мм, выточил конусные (11 град) заглушки из Д16Т, вклеил в нее и обмотал стеклоровингом по схеме: нижний слой (1) под 50град, верхних 3 - винтовая. Получилось фланцепетлевое соединение законцовок. За ночь смола встала и вчера опрессовал водой. Дал 110 атм. Сосуд признаков разрушения не показывает. Разве что небольшая течь между алюминием и силовым каркасом, но это лечится.
Посему, будем камеру сгорания мотать прямо на пакет "фланец - шашка- сопло", а не заталкивать потроха КС в готовую трубу. Это должно обеспечить минимум дефектов, таких как: неплотное прилегание шашки к корпусу, не герметичность КС, а так же не нужно будет винтами крепить сопло и фланец через композитный корпус. Ну и вес, вес...
4. После последнего взрыва, восстановили тестовый двигатель. Сегодня стендом займемся, если к вечеру совсем не расклеюсь.
1. Пляски вокруг обтекателя продолжаются. По итогам предыдущих работ, получилась скорлупа толщиной стенки 1мм в широкой части. Пропитались 1,5 слоя стеклоровинга, а остальные сухими пришлось удалять изнутри. Повторили манипуляцию, но уже с жидкой смолой 3 дня назад, и теперь пытаемся извлечь пуансон......
2. Rocki изготовил и наживил стабилизаторы. Сами по себе, красотища необыкновенная. Материал стеклотекстолит. Для добора толщины склеены из 2-х листов по 3мм. Вчера они были выставлены под нужным углом и зафиксированы на корпусе. Далее последует проклейка тканными материалами.
3. Позавчера нашло вдохновение и за час был намотан стеклоровингом тестовый баллончик. Даже не ожидал, что так легко получится. Применять его не планируется, а только испытать технологию. Взял стеклопластиковую самодельную трубку 27х25х100мм, выточил конусные (11 град) заглушки из Д16Т, вклеил в нее и обмотал стеклоровингом по схеме: нижний слой (1) под 50град, верхних 3 - винтовая. Получилось фланцепетлевое соединение законцовок. За ночь смола встала и вчера опрессовал водой. Дал 110 атм. Сосуд признаков разрушения не показывает. Разве что небольшая течь между алюминием и силовым каркасом, но это лечится.
Посему, будем камеру сгорания мотать прямо на пакет "фланец - шашка- сопло", а не заталкивать потроха КС в готовую трубу. Это должно обеспечить минимум дефектов, таких как: неплотное прилегание шашки к корпусу, не герметичность КС, а так же не нужно будет винтами крепить сопло и фланец через композитный корпус. Ну и вес, вес...
4. После последнего взрыва, восстановили тестовый двигатель. Сегодня стендом займемся, если к вечеру совсем не расклеюсь.
Прикреплённые файлы:
FRC> 2. Rocki изготовил и наживил стабилизаторы.
И правда красиво.
Но почему намного выше нижнего края корпуса?
И правда красиво.
Но почему намного выше нижнего края корпуса?
Реклама Google — средство выживания форумов :)
FRC>> 2. Rocki изготовил и наживил стабилизаторы.
Serge77> Но почему намного выше нижнего края корпуса?
Игорь считал, вроде все на месте.
Serge77> Но почему намного выше нижнего края корпуса?
Игорь считал, вроде все на месте.
Copyright © Balancer 1997..2019
Создано 31.05.2009
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 31.05.2009
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
