-
![[image]](https://www.balancer.ru/cache/forums/attaches/2016/06/128x128-crop/29-4222567-4-4.jpg)
3d технологии, моделирование и изготовление.
Теги:
 pytnic
pytnic

Massaraksh> В любом случае, надо печатать с канвой и поддержкой. Или доработать модель.
Что есть "печатать с канвой и поддержкой"?
Дорабатывать я пока не могу.
Что есть "печатать с канвой и поддержкой"?
Дорабатывать я пока не могу.


 инфо
инфо инструменты
инструменты
pytnic> Что есть "печатать с канвой и поддержкой"?
Прикреплённые файлы:

pytnic>> Что есть "печатать с канвой и поддержкой"?
так -так- так....
любопытно. попробую.
Это какая версия Куры?
так -так- так....
любопытно. попробую.
Это какая версия Куры?
pytnic> Это какая версия Куры?
15.04, но это неважно.
15.04, но это неважно.
 a_centaurus
a_centaurus

pytnic> Очень большая просьба.
pytnic> Очень хочу понять - я такой туповатый, или в модельке - косяк?
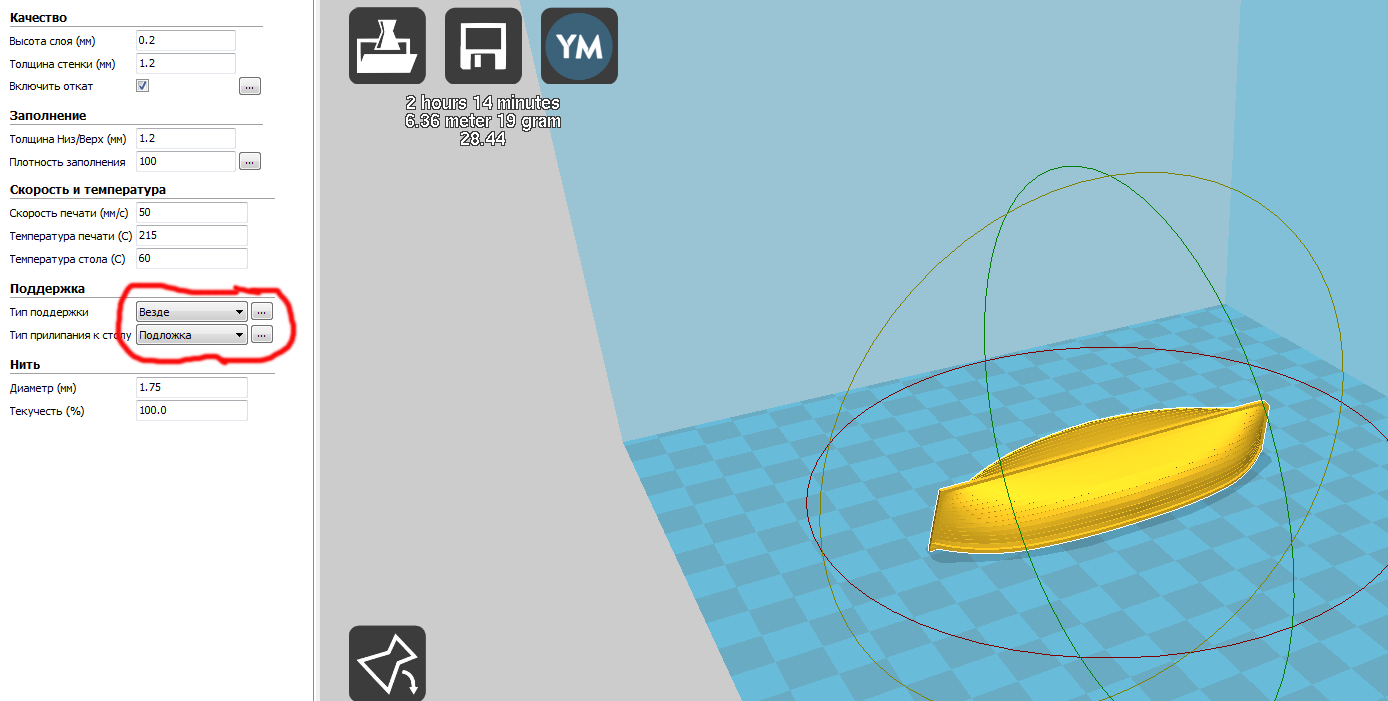
Это и есть - дизайн не оптимизированный для 3D печати. Нужно разделять деталь такой геометрии на симметричные половины. Для последующей печати и склейки по линии раздела, как после отливки. Но это нужно делать в программе при создании модели. Однако есть способ, позволяющий сделать примерно то же самое, но в слайсере. Нужно найти такую плоскость симметрии (будет ли это ватерлиния или вертикальное сечение, вам решать) при делении которой вашей детали можно получить две одинаковые зеркальные части. Затем в слайсере вы ориентируете деталь плоскостью симметрии параллельно столу и опускаете вниз (-Z) так, чтобы поверхность стола отрезала половину вашей детали точно по этой плоскости. Если у вас SimplyFi (рекомендую поставить эту очень удобную и мощную прогу slicer) то правым кликом на детали справа в окошке открывается меню всех возможных команд для настройки геометрии печати, размеров и масштаба. Оттуда вы и управляете этим процессом до нужного положения. Предположим, что вы взяли план в плоскости ватерлинии, расположив вашу лодку вверх дном. Тогда, если вы запишите G-code файл в этом состоянии, то принтер вам напечатает только то, что находится сверху пада. Потом нужно перевернуть модель на 180° (заметив точно место сечения), подкорректировать высоту погружения и сохранить второй файл. Отпечатав две половины вы отшлифуете склеиваемые контуры на средней наждачке и, убедившись в совпадении стенок, склеите их подходящим клеем.
Для PLA средняя температура пада - 65°, для ABS - 110°. То есть, если ваш п. без подогрева, то печатать нужно только PLA (hotend - 110°) и попробовать поставить поблизости хотя бы рефлектор с 100W лампой, направив пятно в середину площади печати. Для лучшего поглощения можно закрасить тыльную сторону стекла чёрной краской. Я, кстати имею такой девайс с лампой накаливания, который излучает внутрь термостата (ящик из MDF, оклеенный майларом) на стадии разогрева. Контроль температуры веду в верхней точке обьёма, стараясь иметь температуру воздуха в ящике около 40°Ц.
pytnic> Очень хочу понять - я такой туповатый, или в модельке - косяк?
Это и есть - дизайн не оптимизированный для 3D печати. Нужно разделять деталь такой геометрии на симметричные половины. Для последующей печати и склейки по линии раздела, как после отливки. Но это нужно делать в программе при создании модели. Однако есть способ, позволяющий сделать примерно то же самое, но в слайсере. Нужно найти такую плоскость симметрии (будет ли это ватерлиния или вертикальное сечение, вам решать) при делении которой вашей детали можно получить две одинаковые зеркальные части. Затем в слайсере вы ориентируете деталь плоскостью симметрии параллельно столу и опускаете вниз (-Z) так, чтобы поверхность стола отрезала половину вашей детали точно по этой плоскости. Если у вас SimplyFi (рекомендую поставить эту очень удобную и мощную прогу slicer) то правым кликом на детали справа в окошке открывается меню всех возможных команд для настройки геометрии печати, размеров и масштаба. Оттуда вы и управляете этим процессом до нужного положения. Предположим, что вы взяли план в плоскости ватерлинии, расположив вашу лодку вверх дном. Тогда, если вы запишите G-code файл в этом состоянии, то принтер вам напечатает только то, что находится сверху пада. Потом нужно перевернуть модель на 180° (заметив точно место сечения), подкорректировать высоту погружения и сохранить второй файл. Отпечатав две половины вы отшлифуете склеиваемые контуры на средней наждачке и, убедившись в совпадении стенок, склеите их подходящим клеем.
Для PLA средняя температура пада - 65°, для ABS - 110°. То есть, если ваш п. без подогрева, то печатать нужно только PLA (hotend - 110°) и попробовать поставить поблизости хотя бы рефлектор с 100W лампой, направив пятно в середину площади печати. Для лучшего поглощения можно закрасить тыльную сторону стекла чёрной краской. Я, кстати имею такой девайс с лампой накаливания, который излучает внутрь термостата (ящик из MDF, оклеенный майларом) на стадии разогрева. Контроль температуры веду в верхней точке обьёма, стараясь иметь температуру воздуха в ящике около 40°Ц.
a.c.> Контроль температуры веду в верхней точке обьёма, стараясь иметь температуру воздуха в ящике около 40°Ц.
Ага!
Понял!
Стол можно подогревать извне!
Есть чем заняться!
Спасибо.
Ага!
Понял!
Стол можно подогревать извне!
Есть чем заняться!
Спасибо.
pytnic>> Это какая версия Куры?
Massaraksh> 15.04, но это неважно.
Важно.
У меня 14.12. В ней по русски - только цифры
Massaraksh> 15.04, но это неважно.
Важно.
У меня 14.12. В ней по русски - только цифры

pytnic> У меня 14.12. В ней по русски - только цифры
Тогда выбираешь в обоих случаях последние пункты.
Тогда выбираешь в обоих случаях последние пункты.
Вот так твоя лодка выглядит в разрезе для печати из двух половинок. Сделано в Simplify3D. Время печати - 30 мин.
Прикреплённые файлы:
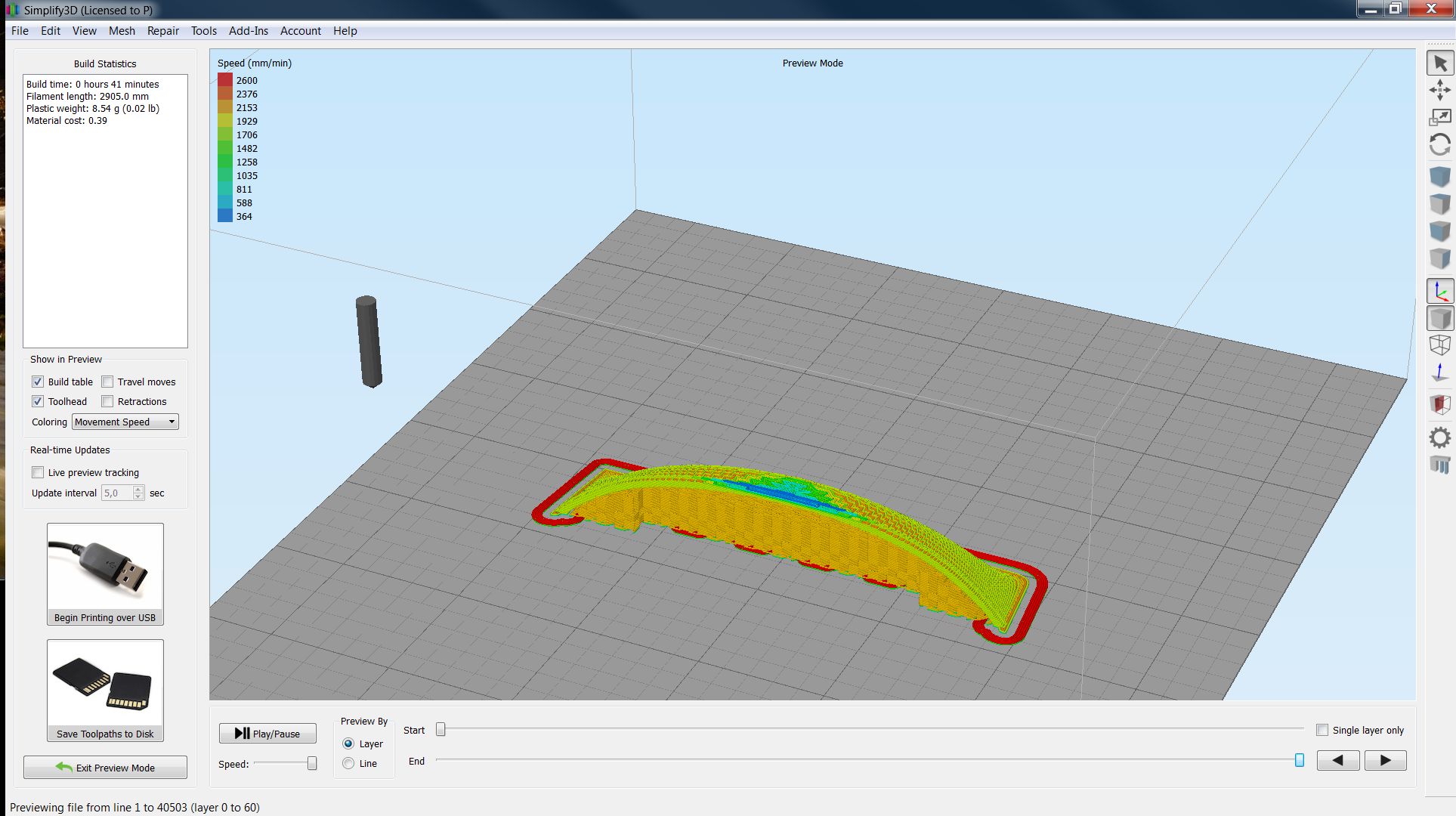
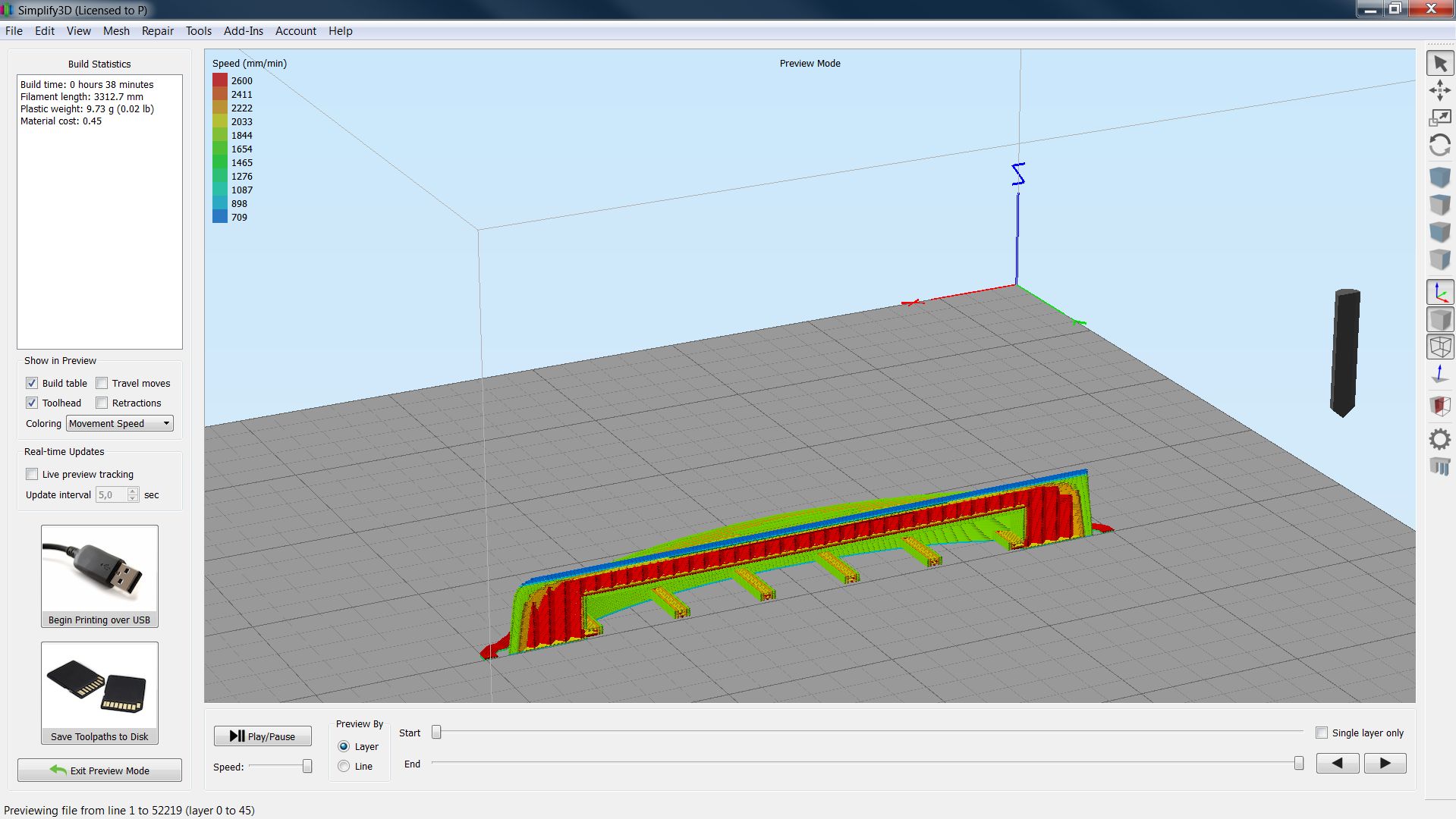

a.c.> Вот так твоя лодка выглядит в разрезе для печати из двух половинок. Сделано в Simplify3D. Время печати - 30 мин.
Кайф!
Спасибо всем за советы.
Надеюсь, 2-3 дня буду их осваивать.
Кайф!
Спасибо всем за советы.
Надеюсь, 2-3 дня буду их осваивать.
 Monya
Monya

a.c.> Это и есть - дизайн не оптимизированный для 3D печати....
Ага. Всякая технология имеет свои прелести и ограничения. Вот с налету 3D модельки, что для прессформ были попробовал распечатать - без обработки полезли косяки. Потом модели переделал - уже из опыта, что эта штука (3D принтер, в смысле) может и поглядев, как печатает - совсем другое дело.
Вот в аттаче струбцинка - наверху - чисто под прессформу - плоховато получился. Из PLA - края верхние корявенькие, уши повело. После, подумав, что стенку можно с двух сторон, ребра внутри - это ж не литье - переработал (внизу). Зашибись получилось. Правда поддержки под уши пришлось ручками рисовать, иначе их все равно коробило. Ну так тонкости технологии, елы-палы. Зато даже резьбу М6 честно попыталось пропечатать. В принципе, после прогонки даже винтом (вполне хватает, не обязательно мечик) - работает. Честно говоря, не ожидал.
Ага. Всякая технология имеет свои прелести и ограничения. Вот с налету 3D модельки, что для прессформ были попробовал распечатать - без обработки полезли косяки. Потом модели переделал - уже из опыта, что эта штука (3D принтер, в смысле) может и поглядев, как печатает - совсем другое дело.
Вот в аттаче струбцинка - наверху - чисто под прессформу - плоховато получился. Из PLA - края верхние корявенькие, уши повело. После, подумав, что стенку можно с двух сторон, ребра внутри - это ж не литье - переработал (внизу). Зашибись получилось. Правда поддержки под уши пришлось ручками рисовать, иначе их все равно коробило. Ну так тонкости технологии, елы-палы. Зато даже резьбу М6 честно попыталось пропечатать. В принципе, после прогонки даже винтом (вполне хватает, не обязательно мечик) - работает. Честно говоря, не ожидал.
Прикреплённые файлы:


Это сообщение редактировалось 18.06.2017 в 14:56
a.c.> Для PLA средняя температура пада - 65°, для ABS - 110°.
Хм, а 110° для ABS - не многовато? Вроде народ рекомендует 80-90?
Хм, а 110° для ABS - не многовато? Вроде народ рекомендует 80-90?
Monya> Хм, а 110° для ABS - не многовато? Вроде народ рекомендует 80-90?
Диапазон bed temperatures для печатных материалов зависит от их типа, марки и геометрии детали. Для ABS разных производителей b.t. меняется от 70 до 120ºЦ. Кроме того температура b. (и hotend тоже) меняется в настройках процесса в зависимости от высоты печати: для первых слоёв побольше, затем понижается на 5-10º. Если деталь тонкостенная и высокая, то нужно учитывать как проседание на первых слоях от перегрева, так и расслоение на высоких слоях от недостатка термостатирования (градиенты температуры). То же происходит и на площадной печати, когда деталь или комплект деталей печатается в разных температурных условиях. Так что не слушайте ваш "народ", а читайте инструкции производителей filaments и уже написанные мануали по дизайну и производству деталей в аддитивных технологиях. Ну и опыт, конечно, поможет. Из нехитрых правил, например, можно напомнить о кратности толщины стенки, диаметру вашего экструдера при подготовке модели для 3D печати. Если этот диаметр 0.4 мм, то толщина стенки (в программе) может быть 0.5 или 0.8 или 1.2 или 1.6 или 2.0 мм. Значения меньше 0.4 или скажем 1.0 мм будут слайсером оптимизироваться к ближайшим значениям кратного диаметра. Если в модели это не учесть, то в детали возникнут сильные отклонения от заложенных допусков и будут нестыковки особенно кинематических пар.
Диапазон bed temperatures для печатных материалов зависит от их типа, марки и геометрии детали. Для ABS разных производителей b.t. меняется от 70 до 120ºЦ. Кроме того температура b. (и hotend тоже) меняется в настройках процесса в зависимости от высоты печати: для первых слоёв побольше, затем понижается на 5-10º. Если деталь тонкостенная и высокая, то нужно учитывать как проседание на первых слоях от перегрева, так и расслоение на высоких слоях от недостатка термостатирования (градиенты температуры). То же происходит и на площадной печати, когда деталь или комплект деталей печатается в разных температурных условиях. Так что не слушайте ваш "народ", а читайте инструкции производителей filaments и уже написанные мануали по дизайну и производству деталей в аддитивных технологиях. Ну и опыт, конечно, поможет. Из нехитрых правил, например, можно напомнить о кратности толщины стенки, диаметру вашего экструдера при подготовке модели для 3D печати. Если этот диаметр 0.4 мм, то толщина стенки (в программе) может быть 0.5 или 0.8 или 1.2 или 1.6 или 2.0 мм. Значения меньше 0.4 или скажем 1.0 мм будут слайсером оптимизироваться к ближайшим значениям кратного диаметра. Если в модели это не учесть, то в детали возникнут сильные отклонения от заложенных допусков и будут нестыковки особенно кинематических пар.
Как это меня не удивило, но все вы оказались правы. 
Стоило заменить abs на pla, предварительно выверев его рабочую температуру 3д ручкой, как всё заработало! (ну почти всё)
Одно ясно - холодный стол требует старательной подготовки.
Но кое что получилось!
К сожелению, попытка порезать шлюпку по миделю была ошибочной.
Когда высота деталей превысила длину основания - произошол отлип.
Одно могу сказать уверенно - Предстоит менять две бобины пластика
Ну и что, что весь покрыт восторгом? Знали бы вы, какими глазами смотрели коллеги на работу принтера....

Стоило заменить abs на pla, предварительно выверев его рабочую температуру 3д ручкой, как всё заработало! (ну почти всё)
Одно ясно - холодный стол требует старательной подготовки.
Но кое что получилось!
К сожелению, попытка порезать шлюпку по миделю была ошибочной.
Когда высота деталей превысила длину основания - произошол отлип.
Одно могу сказать уверенно - Предстоит менять две бобины пластика
Ну и что, что весь покрыт восторгом? Знали бы вы, какими глазами смотрели коллеги на работу принтера....
Прикреплённые файлы:




a.c.> Вот так твоя лодка выглядит в разрезе для печати из двух половинок. Сделано в Simplify3D. Время печати - 30 мин.
А ctl файл этого размещения скинуть не трудно?
А ctl файл этого размещения скинуть не трудно?
a.c.>> Вот так твоя лодка выглядит в разрезе для печати из двух половинок. Сделано в Simplify3D. Время печати - 30 мин.
pytnic> А ctl файл этого размещения скинуть не трудно?
Это уже не stl, a G-code file. И его может читать ТОЛьКО мой принтер. У тебя ведь тоже есть исходный stl. И единственное, что тебе нужно сделать, это подготовить по моему алгоритму к печати в твоём слайсере этот самый G-code, читаемый твоим принтером . Я не работал с Cura, поэтому не знаю деталей, но что-то подобное в ней тоже наверняка есть. И поищи Simplify, который сильно повысит возможности оптимизации stl к печати.
Если сильно хочется морской тематики, мне проще нарисовать тебе какой-нить шлюп, согласовать и тогда сбросить stl. Из ЮТ для умелых рук?
pytnic> А ctl файл этого размещения скинуть не трудно?
Это уже не stl, a G-code file. И его может читать ТОЛьКО мой принтер. У тебя ведь тоже есть исходный stl. И единственное, что тебе нужно сделать, это подготовить по моему алгоритму к печати в твоём слайсере этот самый G-code, читаемый твоим принтером . Я не работал с Cura, поэтому не знаю деталей, но что-то подобное в ней тоже наверняка есть. И поищи Simplify, который сильно повысит возможности оптимизации stl к печати.
Если сильно хочется морской тематики, мне проще нарисовать тебе какой-нить шлюп, согласовать и тогда сбросить stl. Из ЮТ для умелых рук?
a.c.> Если сильно хочется морской тематики, мне проще нарисовать тебе какой-нить шлюп, согласовать и тогда сбросить stl. Из ЮТ для умелых рук?
"Хочеться", это не то слово!
Это нужно!
Я не жадный, просто на этом этапе, я "просто учусь".
А реальная работа человека, который ЗНАЕТ, это бывает пользительней чем учебник.
Кстати о принтерах.
Моя Кура (что шла в комплекте), искренне считает, что имеет место модель принтера prusa mendel i3
"Хочеться", это не то слово!
Это нужно!
Я не жадный, просто на этом этапе, я "просто учусь".
А реальная работа человека, который ЗНАЕТ, это бывает пользительней чем учебник.
Кстати о принтерах.
Моя Кура (что шла в комплекте), искренне считает, что имеет место модель принтера prusa mendel i3
Это сообщение редактировалось 21.06.2017 в 23:32
a.c.> . И поищи Simplify, который сильно повысит возможности оптимизации stl к печати.
Поискал
Дешевле 149 "вечно зелёных енотов", нет.
Поискал
Дешевле 149 "вечно зелёных енотов", нет.
a.c.>> . И поищи Simplify, который сильно повысит возможности оптимизации stl к печати.
pytnic> Поискал
pytnic> Дешевле 149 "вечно зелёных енотов", нет.

pytnic> Поискал
pytnic> Дешевле 149 "вечно зелёных енотов", нет.
Скачать Simplify3D бесплатно для Windows
Последняя версия 3.1.0. Скачать программу Simplify3D для ОС Windows. Simplify3D - многофункциональная программа для подготовки моделей к 3D-печати. Официальный сайт Simplify3D // simplify3d.ru
a.c.>>> . И поищи Simplify, который сильно повысит возможности оптимизации stl к печати.
pytnic>> Поискал
pytnic>> Дешевле 149 "вечно зелёных енотов", нет.
Massaraksh> Скачать Simplify3D бесплатно для Windows
Спасибо. Посмотрел.
решил "не умножать печали". Пока.
Сейчас мне хватает для игры Курки обновлённой и руссифицированной.
Резать лодочку и печатать по частям я уже насобачился") .
.
Главное - научиться размещать детали горизонтально (учитывая холодный стол).
Сам проектировать пока и берусь.
хватает готовых предложений в и-нете.
pytnic>> Поискал
pytnic>> Дешевле 149 "вечно зелёных енотов", нет.
Massaraksh> Скачать Simplify3D бесплатно для Windows
Спасибо. Посмотрел.
решил "не умножать печали". Пока.
Сейчас мне хватает для игры Курки обновлённой и руссифицированной.
Резать лодочку и печатать по частям я уже насобачился
") .
.Главное - научиться размещать детали горизонтально (учитывая холодный стол).
Сам проектировать пока и берусь.
хватает готовых предложений в и-нете.
pytnic> Резать лодочку и печатать по частям я уже насобачился .
pytnic> ... хватает готовых предложений в и-нете.
Кто ищет, того достанет... Прогресс налицо, pytnic. Быстро не обещаю, но появился собственный интерес в проектировании "лодочки" для печати. Нашёл в МК (1962) проект небольшой яхты, которую сделал ( и пускал) по этим же чертежам аж в 1963 году в 5 классе. Поэтому решил именно этот корпус спроектировать для 3D печати. Если уж впадать в детство, то по полной. Когда закончу, выложу тебе stл, как обещал.
.pytnic> ... хватает готовых предложений в и-нете.
Кто ищет, того достанет... Прогресс налицо, pytnic. Быстро не обещаю, но появился собственный интерес в проектировании "лодочки" для печати. Нашёл в МК (1962) проект небольшой яхты, которую сделал ( и пускал) по этим же чертежам аж в 1963 году в 5 классе. Поэтому решил именно этот корпус спроектировать для 3D печати. Если уж впадать в детство, то по полной. Когда закончу, выложу тебе stл, как обещал.
a.c.> Кто ищет, того достанет... Прогресс налицо, Когда закончу, выложу тебе stл, как обещал.
Будем посмотреть.
Кстати, нужен совет.
Как положить эту лодочку горизонтально, днищем вверх, я уже понял, но как её ОПУСТИТЬ до уровня стола...?
Пылался отрезать те детальки, что в принципе не очень и нужны, но тут моя Курка зависает.
не поможешь перевернуть и уложить на стол?
Будем посмотреть.
Кстати, нужен совет.
Как положить эту лодочку горизонтально, днищем вверх, я уже понял, но как её ОПУСТИТЬ до уровня стола...?
Пылался отрезать те детальки, что в принципе не очень и нужны, но тут моя Курка зависает.
не поможешь перевернуть и уложить на стол?
Прикреплённые файлы:
Dingy.zip (скачать)
[4,3 МБ]
Это сообщение редактировалось 23.06.2017 в 19:52
- Xan [23.06.2017 19:53]: Перенос сообщений в Заповедник гоблинов
pytnic> Кстати, нужен совет.
"Совет" будет пунктом ИЭ (знаешь такую абревиатуру?): Правым кликом (Ref. Simplify) на детали открыть меню угловых и линейных подвижек. Выбрать координату для изменения. Подбором или вводом числа/угла добиться желаемого, отслеживая по картинке новые положения детали. В меню и в окошке есть команда "опустить на стол" в положение для печати. Но эта команда будет производной из stl. То есть, деталь ляжет так, как её поставил разработчик в проге. Остальное должен сделать пользователь. Наверно русскоязычные знатоки Cura тебе помогут быстрее.Открыл file (stl) Dingy и могу прокомментировать: модель печатается в вертикальном положении (+Z) на попе с печатью доп. деталей в положении "лёжа". В этом положении достигается максимальное качество печати ("свод" вверху). Единственно, что высота печати - 180 мм, то есть, на пределе для бытового принтера (approх - 200 мм). Но из PLA даже на холодном паде должно получиться. Пробуй.
"Совет" будет пунктом ИЭ (знаешь такую абревиатуру?): Правым кликом (Ref. Simplify) на детали открыть меню угловых и линейных подвижек. Выбрать координату для изменения. Подбором или вводом числа/угла добиться желаемого, отслеживая по картинке новые положения детали. В меню и в окошке есть команда "опустить на стол" в положение для печати. Но эта команда будет производной из stl. То есть, деталь ляжет так, как её поставил разработчик в проге. Остальное должен сделать пользователь. Наверно русскоязычные знатоки Cura тебе помогут быстрее.
Это сообщение редактировалось 23.06.2017 в 21:49
a.c.> Диапазон bed temperatures для печатных материалов зависит от их типа, марки и геометрии детали. Для ABS разных производителей b.t. меняется от 70 до 120ºЦ. Кроме того температура b. (и hotend тоже) меняется в настройках процесса в зависимости от высоты печати: для первых слоёв побольше, затем понижается на 5-10º.
То есть в принципе оптимальная температура стола разная для разных режимов. При печати подложки - одна, при печати первых слоев другая, при печати верхних - третья. Физически в принципе понятно. Только вот к сожалению слайсеры ее в процессе печати вроде не регулируют. (Ну или я не нашел как). Но я так понимаю, это можно ручками в G-коде сделать?
a.c.> Если деталь тонкостенная и высокая, то нужно учитывать как проседание на первых слоях от перегрева, так и расслоение на высоких слоях от недостатка термостатирования (градиенты температуры).
Ну это вроде как понятно. Еще когда с производством литейным из пластика сталкивался - осознал. Надо только прошлый опыт переосмыслить, да.
a.c.> То же происходит и на площадной печати, когда деталь или комплект деталей печатается в разных температурных условиях. Так что не слушайте ваш "народ", а читайте инструкции производителей filaments и уже написанные мануали по дизайну и производству деталей в аддитивных технологиях.
Только где их взять-то, эти рекомендации. На коробке только написана температура плюс/минус 10 градусов и усе. Из опыта работы с пластиком знаю, что температуру при литье даже от партии к партии менять приходилось для уменьшения коробления и усадки.
a.c.> Ну и опыт, конечно, поможет.
Ясно и коню . Это первое дело.
a.c.> Из нехитрых правил, например, можно напомнить о кратности толщины стенки, диаметру вашего экструдера при подготовке модели для 3D печати. Если этот диаметр 0.4 мм, то толщина стенки (в программе) может быть 0.5 или 0.8 или 1.2 или 1.6 или 2.0 мм. Значения меньше 0.4 или скажем 1.0 мм будут слайсером оптимизироваться к ближайшим значениям кратного диаметра. Если в модели это не учесть, то в детали возникнут сильные отклонения от заложенных допусков и будут нестыковки особенно кинематических пар.
Ну это тоже вроде умозрительно понятно. Правда надо не забывать эти правила на практике применять .
Но все равно спасибо. Будем продолжать постигать
То есть в принципе оптимальная температура стола разная для разных режимов. При печати подложки - одна, при печати первых слоев другая, при печати верхних - третья. Физически в принципе понятно. Только вот к сожалению слайсеры ее в процессе печати вроде не регулируют. (Ну или я не нашел как). Но я так понимаю, это можно ручками в G-коде сделать?
a.c.> Если деталь тонкостенная и высокая, то нужно учитывать как проседание на первых слоях от перегрева, так и расслоение на высоких слоях от недостатка термостатирования (градиенты температуры).
Ну это вроде как понятно. Еще когда с производством литейным из пластика сталкивался - осознал. Надо только прошлый опыт переосмыслить, да.
a.c.> То же происходит и на площадной печати, когда деталь или комплект деталей печатается в разных температурных условиях. Так что не слушайте ваш "народ", а читайте инструкции производителей filaments и уже написанные мануали по дизайну и производству деталей в аддитивных технологиях.
Только где их взять-то, эти рекомендации.
На коробке только написана температура плюс/минус 10 градусов и усе. Из опыта работы с пластиком знаю, что температуру при литье даже от партии к партии менять приходилось для уменьшения коробления и усадки.a.c.> Ну и опыт, конечно, поможет.
Ясно и коню
. Это первое дело.a.c.> Из нехитрых правил, например, можно напомнить о кратности толщины стенки, диаметру вашего экструдера при подготовке модели для 3D печати. Если этот диаметр 0.4 мм, то толщина стенки (в программе) может быть 0.5 или 0.8 или 1.2 или 1.6 или 2.0 мм. Значения меньше 0.4 или скажем 1.0 мм будут слайсером оптимизироваться к ближайшим значениям кратного диаметра. Если в модели это не учесть, то в детали возникнут сильные отклонения от заложенных допусков и будут нестыковки особенно кинематических пар.
Ну это тоже вроде умозрительно понятно. Правда надо не забывать эти правила на практике применять
.Но все равно спасибо. Будем продолжать постигать
Это сообщение редактировалось 24.06.2017 в 14:01
pytnic> К сожелению, попытка порезать шлюпку по миделю была ошибочной.
pytnic> Когда высота деталей превысила длину основания - произошол отлип.
Прелести холодного стола и отсутствия термостатирования. Но все равно для габаритных деталей это проблемы, даже с подогреваемым столом и термостатами. Там в ход идут танцы с бубнами всех марок и размеров. Народ и термобарьеры печатает и много чего. Я в принципе таким вот способом боролся (фото в аттаче). Расход пластика на пятаки конечно растет, но не намного, зато центральную част практически не ведет. Подшипник влез как прогнозировалось, с легким натягом после двух ударов об стол
pytnic> Когда высота деталей превысила длину основания - произошол отлип.
Прелести холодного стола и отсутствия термостатирования. Но все равно для габаритных деталей это проблемы, даже с подогреваемым столом и термостатами. Там в ход идут танцы с бубнами всех марок и размеров.
Народ и термобарьеры печатает и много чего. Я в принципе таким вот способом боролся (фото в аттаче). Расход пластика на пятаки конечно растет, но не намного, зато центральную част практически не ведет. Подшипник влез как прогнозировалось, с легким натягом после двух ударов об стол
Прикреплённые файлы:



Это сообщение редактировалось 24.06.2017 в 14:05
Copyright © Balancer 1997..2024
Создано 24.03.2017
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 24.03.2017
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
