-
/2589977-em-1.gif)
Re:Стенд по проекту "1000Н"
Теги:
 Dmitriy from 336
Dmitriy from 336

Dmitriy from 336
втянувшийся
Приветствую, народ !
Пока получено только письмо от Олега Лазутченко (ОЛ) в котором он предлагает заказывать трубки с приваренными законцовками на заводе. Частные моменты ушли мылом, письмо немного сокращено. Оно вот:
ОЛ> Предлагаю ... заказать полностью готовые нержавеющие
ОЛ> трубки всех нужных диаметров с приваренными законцовками. Имея просто
ОЛ> трубки, нам всё равно придётся заказывать изготовление законцовок плюс
ОЛ> приварку оных к трубкам. В результате мы сэкономим только на цене собственно
ОЛ> трубок, которая составляет очень небольшую долю от цены готовой трубки с
ОЛ> приваренными законцовками.
ОЛ> Накидная гайка с законцовками под сварку - вещь тиражная, даже
ОЛ> многотиражная, поэтому, во-первых, ПРОДАЁТСЯ, а во-вторых, стоит недорого.
ОЛ> С уважением, О.Л.
Пожалуйста высказывайтесь !!!
Я абсолютно ничего не имею против заказа трубок даже с законцовками
где-то на стороне - сделанные на заводе трубки - некоторая гарантия
надежности (я ориентируюсь на завод Хруничева, а откуда предлагает
взять трубки Олег - не знаю). Я немного имею "против" приварок
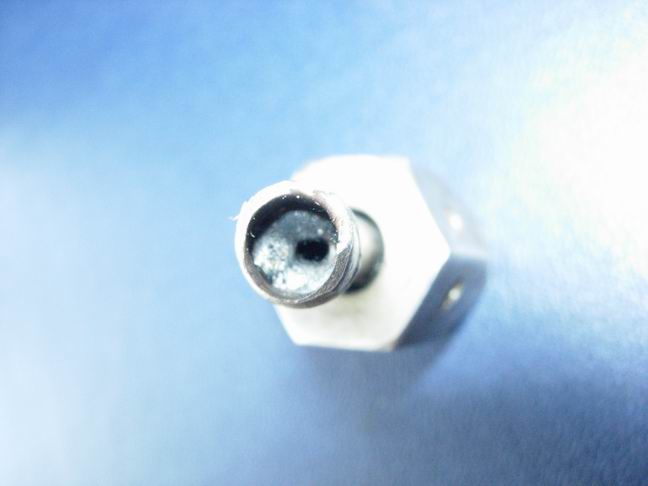
законцовок, потому что смотрите приложенные картинки (grat1, grat2) -
это фотография места приварки законцовки к 6 мм трубке - cнаружи все
выглядит прилично, а внутри образуется наплыв - так называемый "грат"
с просветом не более 2 мм в диаметре - т.е. резкое уменьшение (с
последующим расширением) сечения что приведет в тракте перекиси к
некоторым гидравлическим потерям - посмотрите пожалуйста примечание в
конце письма, а в пневмотрактах чревато возникновением также больших
потерь на получающихся "соплах" (при расходах пол-литра в секунду
через сечение d=2 мм скорость должна быть около 160 м/с, что конечно
вроде бы только половина скорости звука (в чистой трубке скорость при
таком расходе всего 18 м/с), но на таком препятствии (сужение с резким
расширением с отношением площадей дырочки в грате и чистого сечения в
трубке примерно 1:10) даст потерю давления в десяток атмосфер на
каждом таком сужении (могу привести диаграммы из Идельчика)) - такие
потери дают просто непредсказуемость результатов при тестировании.
Также напоминаю что приспособление для развальцовки которое всегда
(и в том числе "в поле") может быть доступно - оно стоит тысячу
рублей. Накидные гайки нам обходились вообще почти бесплатно.
В любом случае инициатива наказуема исполнением и несением
ответственности. А поделиться ответственностью (в отличии от всего
иного) всегда приятно. Раз Олег желает сделать по-своему - я готов
снять свои предложения, но кое-что все же выскажу.
ОЛ> заказать полностью готовые нержавеющие трубки всех нужных
ОЛ> диаметров с приваренными законцовками. Имея просто трубки, нам всё
ОЛ> равно придётся заказывать изготовление законцовок плюс приварку
ОЛ> оных к трубкам. В результате мы сэкономим только на цене
ОЛ> собственно
Очень плохо что-либо предлагать не разобравшись с предыдущим
техническим предложением. Это равносильно "я не читал, но осуждаю".
Олег в данном случае поступает именно так, либо сознательно лукавит.
Еще раз специально для Олега: при развальцовке (на конус) концов
трубок (любых) им не нужно иметь ПРИВАРЕННЫЕ фитинги (законцовки). Это
особенно актуально для малых диаметров - пожалуйста еще раз посмотрите
картинку grat1. Поэтому я предлагал делать соединения типа шар-КОНУС
или конус-КОНУС, причем шарообразные (или конические) штуцера точить и
приваривать (вворачивать, соединять) к деталям (что проще и легко
контролируется - смотрите картинки kri_01, kri_02 например), а вот
именно соединительные трубки РАЗВАЛЬЦОВЫВАТЬ НА КОНУС всегда. Мне
трудно представить что это нужно еще специально разжевывать для Олега.
В дополнение скажу что чем меньше сварных мест на трубках - тем выше
надежность, а соединения с конусом выбраны потому также, что они
самоуплотняющиеся и не требуют одноразовых прокладок. Надеюсь хоть это
Олег понимает.
Однако еще раз повторюсь - сделать можно по-любому. Думайте сами,
решайте сами что иметь - готовые трубки или возможность всегда сделать
их самим любые (по месту) и в любом количестве.
ОЛ> трубок, которая составляет очень небольшую долю от цены готовой
ОЛ> трубки с приваренными законцовками.
Я оцениваю что на каждую трубку из нержавейки с диаметром 12 мм
понадобится две накидных гайки и два ниппеля (смотрите на приложенный
рисунок nippel2) при учете что гнуть и развальцовывать трубку Олег или
кто-либо иной будет самостоятельно.
ОЛ> Накидная гайка с законцовками под сварку - вещь тиражная, даже
ОЛ> многотиражная, поэтому, во-первых, ПРОДАЁТСЯ, а во-вторых, стоит
ОЛ> недорого.
Интересно посмотреть на прейскурант, а то может я зря тут токарей на
ЗиХе подпряг.
ОЛ> С уважением, О.Л.
Ты бы лучше свое письмо вынес на форум, Олег. Мое там лежит давно.
Я, пожалуй, помещу туда эту переписку. Ты не возражаешь?
Теперь приложение про гидросопротивления в перекисном тракте (данные
по Идельчику). Этот отрывок взят из моей переписки с Суворовым по
поводу гидропотерь в колене трубы, согнутой резко на 90 градусов - это в соединениях на сильфоне - там три колена на 90 градусов каждое.
begin-------------------------------
Ну пока ничего не могу сказать на это разумного кроме того, что бывает
что в технике и ТАК делается - с поворотами на 90 градусов и ничего -
еще никто не умер. Из того что я помню из гидравлики - наиболее
крупные потери возникают при резком увеличении сечения -и тоже ничего
- трубы бывает делаются и с увеличением сечения - конфузорный эффект -
наиболее серьезная потеря. Но ведь делают? Значит что? Резкое
расширение сечения при входе в КС сожрет тоже пару атмосфер? И что
теперь - выбросить КС ? Я тут не поленился и слазил в книгу Идельчика
"Справочник по гидравлическим сопротивлениям". Вот такие у меня
получились расчеты:
Плотность перекиси 80% ro = 1330 кг/м3
Объемный расход перекиси - Q = поллитра в секунду = 0,0005 м3/сек
Диаметр проходного сечения Dг = 7 миллиметров = 0,007 м
Площадь сечения F = 3.84*10-5 м2
Скорость течения перекиси w = (Q/F) ~ 13 м/сек
Абсолютная вязкость в сантипуазах n = 1.25
(по ссылке Hydrogen Peroxide Technical Library | H2O2.com - US Peroxide - Technologies for Clean Environment )
перевод в СИ дает n = 1.25*10-3 Па*сек
Число Рейнольдса Re = (w*Dг*ro)/n = 9.6*104 ~ 105
При таком числе Рейнольдса можно принять что потеря даления delta_H на
изгибе будет зависеть только от геометрии (см. вложение).
delta_H = E*((ro*w2)/2) [размерность - Н/м2]
Где Е - коэффициент потерь.
Коэффициент там получается Е = C1*A*Ем, где С1=1; А=1.2; Ем=1
т.е. Е=1.2
Значит потери delta_H = 1.2*((1330*13*13)/2) = 135000 - это в Па
Получается что примерно 1.3 атм. на колено.
Ну и что ? Пускай на трубопроводе мы потеряем даже 5 атм. - во-первых
это очень грубая оценка, во-вторых ее всегда можно парировать
увеличением пневмо-давления подачи и в третьих ну и что тут такого
страшного ? На стенде все должно еще многократно проверяться и
тестироваться - все "темные" лошадки будут пойманы еще на воде и при
тарировках.
eof----------------------
Вот вкратце все.
С уважением - Петров.
Пока получено только письмо от Олега Лазутченко (ОЛ) в котором он предлагает заказывать трубки с приваренными законцовками на заводе. Частные моменты ушли мылом, письмо немного сокращено. Оно вот:
ОЛ> Предлагаю ... заказать полностью готовые нержавеющие
ОЛ> трубки всех нужных диаметров с приваренными законцовками. Имея просто
ОЛ> трубки, нам всё равно придётся заказывать изготовление законцовок плюс
ОЛ> приварку оных к трубкам. В результате мы сэкономим только на цене собственно
ОЛ> трубок, которая составляет очень небольшую долю от цены готовой трубки с
ОЛ> приваренными законцовками.
ОЛ> Накидная гайка с законцовками под сварку - вещь тиражная, даже
ОЛ> многотиражная, поэтому, во-первых, ПРОДАЁТСЯ, а во-вторых, стоит недорого.
ОЛ> С уважением, О.Л.
Пожалуйста высказывайтесь !!!
Я абсолютно ничего не имею против заказа трубок даже с законцовками
где-то на стороне - сделанные на заводе трубки - некоторая гарантия
надежности (я ориентируюсь на завод Хруничева, а откуда предлагает
взять трубки Олег - не знаю). Я немного имею "против" приварок
законцовок, потому что смотрите приложенные картинки (grat1, grat2) -
это фотография места приварки законцовки к 6 мм трубке - cнаружи все
выглядит прилично, а внутри образуется наплыв - так называемый "грат"
с просветом не более 2 мм в диаметре - т.е. резкое уменьшение (с
последующим расширением) сечения что приведет в тракте перекиси к
некоторым гидравлическим потерям - посмотрите пожалуйста примечание в
конце письма, а в пневмотрактах чревато возникновением также больших
потерь на получающихся "соплах" (при расходах пол-литра в секунду
через сечение d=2 мм скорость должна быть около 160 м/с, что конечно
вроде бы только половина скорости звука (в чистой трубке скорость при
таком расходе всего 18 м/с), но на таком препятствии (сужение с резким
расширением с отношением площадей дырочки в грате и чистого сечения в
трубке примерно 1:10) даст потерю давления в десяток атмосфер на
каждом таком сужении (могу привести диаграммы из Идельчика)) - такие
потери дают просто непредсказуемость результатов при тестировании.
Также напоминаю что приспособление для развальцовки которое всегда
(и в том числе "в поле") может быть доступно - оно стоит тысячу
рублей. Накидные гайки нам обходились вообще почти бесплатно.
В любом случае инициатива наказуема исполнением и несением
ответственности. А поделиться ответственностью (в отличии от всего
иного) всегда приятно. Раз Олег желает сделать по-своему - я готов
снять свои предложения, но кое-что все же выскажу.
ОЛ> заказать полностью готовые нержавеющие трубки всех нужных
ОЛ> диаметров с приваренными законцовками. Имея просто трубки, нам всё
ОЛ> равно придётся заказывать изготовление законцовок плюс приварку
ОЛ> оных к трубкам. В результате мы сэкономим только на цене
ОЛ> собственно
Очень плохо что-либо предлагать не разобравшись с предыдущим
техническим предложением. Это равносильно "я не читал, но осуждаю".
Олег в данном случае поступает именно так, либо сознательно лукавит.
Еще раз специально для Олега: при развальцовке (на конус) концов
трубок (любых) им не нужно иметь ПРИВАРЕННЫЕ фитинги (законцовки). Это
особенно актуально для малых диаметров - пожалуйста еще раз посмотрите
картинку grat1. Поэтому я предлагал делать соединения типа шар-КОНУС
или конус-КОНУС, причем шарообразные (или конические) штуцера точить и
приваривать (вворачивать, соединять) к деталям (что проще и легко
контролируется - смотрите картинки kri_01, kri_02 например), а вот
именно соединительные трубки РАЗВАЛЬЦОВЫВАТЬ НА КОНУС всегда. Мне
трудно представить что это нужно еще специально разжевывать для Олега.
В дополнение скажу что чем меньше сварных мест на трубках - тем выше
надежность, а соединения с конусом выбраны потому также, что они
самоуплотняющиеся и не требуют одноразовых прокладок. Надеюсь хоть это
Олег понимает.
Однако еще раз повторюсь - сделать можно по-любому. Думайте сами,
решайте сами что иметь - готовые трубки или возможность всегда сделать
их самим любые (по месту) и в любом количестве.
ОЛ> трубок, которая составляет очень небольшую долю от цены готовой
ОЛ> трубки с приваренными законцовками.
Я оцениваю что на каждую трубку из нержавейки с диаметром 12 мм
понадобится две накидных гайки и два ниппеля (смотрите на приложенный
рисунок nippel2) при учете что гнуть и развальцовывать трубку Олег или
кто-либо иной будет самостоятельно.
ОЛ> Накидная гайка с законцовками под сварку - вещь тиражная, даже
ОЛ> многотиражная, поэтому, во-первых, ПРОДАЁТСЯ, а во-вторых, стоит
ОЛ> недорого.
Интересно посмотреть на прейскурант, а то может я зря тут токарей на
ЗиХе подпряг.
ОЛ> С уважением, О.Л.
Ты бы лучше свое письмо вынес на форум, Олег. Мое там лежит давно.
Я, пожалуй, помещу туда эту переписку. Ты не возражаешь?
Теперь приложение про гидросопротивления в перекисном тракте (данные
по Идельчику). Этот отрывок взят из моей переписки с Суворовым по
поводу гидропотерь в колене трубы, согнутой резко на 90 градусов - это в соединениях на сильфоне - там три колена на 90 градусов каждое.
begin-------------------------------
Ну пока ничего не могу сказать на это разумного кроме того, что бывает
что в технике и ТАК делается - с поворотами на 90 градусов и ничего -
еще никто не умер. Из того что я помню из гидравлики - наиболее
крупные потери возникают при резком увеличении сечения -и тоже ничего
- трубы бывает делаются и с увеличением сечения - конфузорный эффект -
наиболее серьезная потеря. Но ведь делают? Значит что? Резкое
расширение сечения при входе в КС сожрет тоже пару атмосфер? И что
теперь - выбросить КС ? Я тут не поленился и слазил в книгу Идельчика
"Справочник по гидравлическим сопротивлениям". Вот такие у меня
получились расчеты:
Плотность перекиси 80% ro = 1330 кг/м3
Объемный расход перекиси - Q = поллитра в секунду = 0,0005 м3/сек
Диаметр проходного сечения Dг = 7 миллиметров = 0,007 м
Площадь сечения F = 3.84*10-5 м2
Скорость течения перекиси w = (Q/F) ~ 13 м/сек
Абсолютная вязкость в сантипуазах n = 1.25
(по ссылке Hydrogen Peroxide Technical Library | H2O2.com - US Peroxide - Technologies for Clean Environment )
перевод в СИ дает n = 1.25*10-3 Па*сек
Число Рейнольдса Re = (w*Dг*ro)/n = 9.6*104 ~ 105
При таком числе Рейнольдса можно принять что потеря даления delta_H на
изгибе будет зависеть только от геометрии (см. вложение).
delta_H = E*((ro*w2)/2) [размерность - Н/м2]
Где Е - коэффициент потерь.
Коэффициент там получается Е = C1*A*Ем, где С1=1; А=1.2; Ем=1
т.е. Е=1.2
Значит потери delta_H = 1.2*((1330*13*13)/2) = 135000 - это в Па
Получается что примерно 1.3 атм. на колено.
Ну и что ? Пускай на трубопроводе мы потеряем даже 5 атм. - во-первых
это очень грубая оценка, во-вторых ее всегда можно парировать
увеличением пневмо-давления подачи и в третьих ну и что тут такого
страшного ? На стенде все должно еще многократно проверяться и
тестироваться - все "темные" лошадки будут пойманы еще на воде и при
тарировках.
eof----------------------
Вот вкратце все.
С уважением - Петров.
Прикреплённые файлы:



[Fi-103 & A4 RULEZZ]
 инфо
инфо инструменты
инструменты
Dmitriy from 336
втянувшийся
Добавление к предыдущему посту.
Также фотка процесса изготовления сеточек с колечками катпака на аппарате точечной сварки и фото этого аппарата.
Также фотка процесса изготовления сеточек с колечками катпака на аппарате точечной сварки и фото этого аппарата.
Прикреплённые файлы:



[Fi-103 & A4 RULEZZ]
Дим, я противник длинных обсуждений, и вот почему. Обычно если оба оппонента нормальные люди, им длинные эпистолы не нужны, а процесс обсуждения быстро сводится к уточнению деталей. Если же нужно кого-то в чём-то долго разубеждать, или ещё того хуже - выносить вопрос на голосование, значит, толку не будет. В данном конкретном случае уже появляются неприятные признаки  Опять же, практика показывает, что такие письма читают только собственно спорящие, которые в нашем случае вполне могли бы поспорить и голосом, это было бы гораздо быстрее.
Опять же, практика показывает, что такие письма читают только собственно спорящие, которые в нашем случае вполне могли бы поспорить и голосом, это было бы гораздо быстрее.
Теперь о содержании.
1. Готовую трубку с внутренним диаметром 4 мм я в субботу видел своими глазами. Внутре у ней грата нет. По отзывам человека, который дал мне за эту трубку подержаться, это не исключение, не случайный результат и во всех трубках, которые будут сделаны по нашим заказам будет так же. Не знаю, как это объяснить, моё мнение - прямизна и кривизна рук изготовителя.
2. Насчёт "не читал, но осуждаю". Возможность отмерять трубки по месту нужна тогда, когда собираешь стенд неизвестных размеров на спор или на заказ. В же нашем случае все размеры известны, поэтому я лично не вижу причины использовать именно развальцованные трубки, а не сваренные.
3. Прейскурант пока весьма демократичен. Скажем, те ниппели, которые ты начертил, будут задарма. А у твоего токаря?
4. "Я, пожалуй, помещу туда эту переписку. Ты не возражаешь?" Это да, это по-нашему - спросить и не дождавшись ответа сделать")
5. Теперь о гидросопротивлении. (Все мои расчёты - по Беляеву и Чванову, "Матмоделирование рабочего процесса ЖРД").
Стоит оценивать не конкретные потери в конкретном колене, а суммарные по всей длине трубопровода. Если окажется, что (например) потери на 1 метр трубы составят 20 атмосфер, тогда конечно жалкие 1,3 атмосферы на колене - просто ерунда и не стоит упоминания.
По моим расчётам, метр трубки (с прежними исходными) даст 3,1 атм. Сильфоны (см. Бизнес Форум - Powered by vBulletin) прибавят примерно 2,7 атм., итого почти 6 атм. на метр. Трубка у нас полуметровая = 3 атм. Да плюс три колена по 1,3 каждое = 7 атм. Если сильфоны выкинуть (гладкая трубка = 3,1 атм/м) и сделать повороты плавными (при радиусе поворота 5 диаметров трубки будет 0,06 атм/штука), будет 1,55+3*0,06=1,73 атм. Я голосую за впятеро меньшую величину. Привычка экономить
С уважением, Олег Лазутченко.
Опять же, практика показывает, что такие письма читают только собственно спорящие, которые в нашем случае вполне могли бы поспорить и голосом, это было бы гораздо быстрее.Теперь о содержании.
1. Готовую трубку с внутренним диаметром 4 мм я в субботу видел своими глазами. Внутре у ней грата нет. По отзывам человека, который дал мне за эту трубку подержаться, это не исключение, не случайный результат и во всех трубках, которые будут сделаны по нашим заказам будет так же. Не знаю, как это объяснить, моё мнение - прямизна и кривизна рук изготовителя.
2. Насчёт "не читал, но осуждаю". Возможность отмерять трубки по месту нужна тогда, когда собираешь стенд неизвестных размеров на спор или на заказ. В же нашем случае все размеры известны, поэтому я лично не вижу причины использовать именно развальцованные трубки, а не сваренные.
3. Прейскурант пока весьма демократичен. Скажем, те ниппели, которые ты начертил, будут задарма. А у твоего токаря?
4. "Я, пожалуй, помещу туда эту переписку. Ты не возражаешь?" Это да, это по-нашему - спросить и не дождавшись ответа сделать
5. Теперь о гидросопротивлении. (Все мои расчёты - по Беляеву и Чванову, "Матмоделирование рабочего процесса ЖРД").
Стоит оценивать не конкретные потери в конкретном колене, а суммарные по всей длине трубопровода. Если окажется, что (например) потери на 1 метр трубы составят 20 атмосфер, тогда конечно жалкие 1,3 атмосферы на колене - просто ерунда и не стоит упоминания.
По моим расчётам, метр трубки (с прежними исходными) даст 3,1 атм. Сильфоны (см. Бизнес Форум - Powered by vBulletin) прибавят примерно 2,7 атм., итого почти 6 атм. на метр. Трубка у нас полуметровая = 3 атм. Да плюс три колена по 1,3 каждое = 7 атм. Если сильфоны выкинуть (гладкая трубка = 3,1 атм/м) и сделать повороты плавными (при радиусе поворота 5 диаметров трубки будет 0,06 атм/штука), будет 1,55+3*0,06=1,73 атм. Я голосую за впятеро меньшую величину. Привычка экономить
С уважением, Олег Лазутченко.
О.Л.
 avmich
avmich
Олег, обсуждение на форумах имеет ещё и то преимущество, что читающие могут внести предложения, исходя из своего опыта - а также этот опыт расширить. Да и практика показывает, что для более единообразного понимания даже внутри группы описания на форуме - вещь нелишняя.
Мне кажется, что сильфоны, за которые выступает Дима, имеют преимущество - механическую развязку. Впрочем, не буду настаивать на деталях - пусть лучше Дима, как лучше понимающий эту часть системы, выскажется.
Мне кажется, что сильфоны, за которые выступает Дима, имеют преимущество - механическую развязку. Впрочем, не буду настаивать на деталях - пусть лучше Дима, как лучше понимающий эту часть системы, выскажется.
Dmitriy from 336
втянувшийся
ПРИВЕТСТВУЮ.
тогда постараюсь вкратце.
спору нет - ты мастер игры словами...
этак и обсуждать ничего не нужно - надо спросить только твое решение и уточнить детали...
хитро придумал.
т.е. ты считаешь что этот путь более быстр и более приемлем ???? Ты всерьез так думаешь?
да-да-да... так какой там размер у стенда ???? где хотя бы эскиз ТОГО, что ТЫ собирал в подвале ???
выложи-ка на форум.
может он у тебя заныкан, а то у меня его нет до сих пор.
к тому же (фи!) ты передергиваешь - фраза про "не читал, но осуждаю" относилась не к подгибанию трубок, а к принципу
их развальцовки. Олег, ты все прекрасно понимаешь, не прикидывайся.
а я сам несколько штук уже выточил. накидных гаек и ниппелей. как понимаешь - совершенно бесплатно.
это еще что...
некоторые вот без наработок начали обращаться в РКК Энергию...
не смущает ?
кстати чего-нить хорошее из этого проистекло?
вот смотрю на страничку 39-41 вышеозначенной книжечки...
и смешно и грустно.
а что? ты всерьез считаешь что сильфоны не нужны ? что ты обойдешься просто трубками
напрямую соединенными с камерой?
без компенсаторов ? а на датчики тяги непонятная жесткость труб заполненных перекисью и под давлением
влиять не будет ?
на фото - штуцера пневмомагистрали для подсоединения к электро пневмоклапану.
сорри, Олег, они уже вот оказались сделанные. под развальцовку. трубка, впрочем, уже тоже есть.
Дим, я противник длинных обсуждений, и вот почему. Обычно если оба оппонента нормальные люди, им длинные эпистолы не нужны, а процесс обсуждения быстро сводится к уточнению деталей. Если же нужно кого-то в чём-то долго разубеждать, или ещё того хуже - выносить вопрос на голосование, значит, толку не будет. В данном конкретном случае уже появляются неприятные признаки
тогда постараюсь вкратце.
спору нет - ты мастер игры словами...
этак и обсуждать ничего не нужно - надо спросить только твое решение и уточнить детали...
хитро придумал.
Теперь о содержании.
1. Готовую трубку с внутренним диаметром 4 мм я в субботу видел своими глазами. Внутре у ней грата нет. По отзывам человека, который дал мне за эту трубку подержаться, это не исключение, не случайный результат и во всех трубках, которые будут сделаны по нашим заказам будет так же. Не знаю, как это объяснить, моё мнение - прямизна и кривизна рук изготовителя.
т.е. ты считаешь что этот путь более быстр и более приемлем ???? Ты всерьез так думаешь?
2. Насчёт "не читал, но осуждаю". Возможность отмерять трубки по месту нужна тогда, когда собираешь стенд неизвестных размеров на спор или на заказ. В же нашем случае все размеры известны, поэтому я лично не вижу причины использовать именно развальцованные трубки, а не сваренные.
да-да-да... так какой там размер у стенда ???? где хотя бы эскиз ТОГО, что ТЫ собирал в подвале ???
выложи-ка на форум.
может он у тебя заныкан, а то у меня его нет до сих пор.
к тому же (фи!) ты передергиваешь - фраза про "не читал, но осуждаю" относилась не к подгибанию трубок, а к принципу
их развальцовки. Олег, ты все прекрасно понимаешь, не прикидывайся.
3. Прейскурант пока весьма демократичен. Скажем, те ниппели, которые ты начертил, будут задарма. А у твоего токаря?
а я сам несколько штук уже выточил. накидных гаек и ниппелей. как понимаешь - совершенно бесплатно.
4. "Я, пожалуй, помещу туда эту переписку. Ты не возражаешь?" Это да, это по-нашему - спросить и не дождавшись ответа сделать
это еще что...
некоторые вот без наработок начали обращаться в РКК Энергию...
не смущает ?
кстати чего-нить хорошее из этого проистекло?
5. Теперь о гидросопротивлении. (Все мои расчёты - по Беляеву и Чванову, "Матмоделирование рабочего процесса ЖРД").
Стоит оценивать не конкретные потери в конкретном колене, а суммарные по всей длине трубопровода. Если окажется, что (например) потери на 1 метр трубы составят 20 атмосфер, тогда конечно жалкие 1,3 атмосферы на колене - просто ерунда и не стоит упоминания.
По моим расчётам, метр трубки (с прежними исходными) даст 3,1 атм. Сильфоны (см. Бизнес Форум - Powered by vBulletin) прибавят примерно 2,7 атм., итого почти 6 атм. на метр. Трубка у нас полуметровая = 3 атм. Да плюс три колена по 1,3 каждое = 7 атм. Если сильфоны выкинуть (гладкая трубка = 3,1 атм/м) и сделать повороты плавными (при радиусе поворота 5 диаметров трубки будет 0,06 атм/штука), будет 1,55+3*0,06=1,73 атм. Я голосую за впятеро меньшую величину. Привычка экономить
С уважением, Олег Лазутченко.
вот смотрю на страничку 39-41 вышеозначенной книжечки...
и смешно и грустно.
а что? ты всерьез считаешь что сильфоны не нужны ? что ты обойдешься просто трубками
напрямую соединенными с камерой?
без компенсаторов ? а на датчики тяги непонятная жесткость труб заполненных перекисью и под давлением
влиять не будет ?
на фото - штуцера пневмомагистрали для подсоединения к электро пневмоклапану.
сорри, Олег, они уже вот оказались сделанные. под развальцовку. трубка, впрочем, уже тоже есть.
Прикреплённые файлы:

[Fi-103 & A4 RULEZZ]
2avmich:
Санёк, будь так добр, воздержись от ответов на мои посты, которые будут обращены ко мне лично. Я с тобой не разговариваю и твоё мнение по какому бы то ни было вопросу меня интересует в самую последнюю очередь.
2Dmitry:
Дим, продолжим обсуждение внутренними письмами либо при личной встрече. Я очень огорчён сегодняшним письмом своего очень хорошего товарища (надеюсь, ты его тоже получил и прочитал) и вынужден признать, что зря согласился на обсуждение в форуме. Впредь внутренние дела группы, особенно обусловленные психологическими факторами, я соглашаюсь обсуждать только внутри группы.
Санёк, будь так добр, воздержись от ответов на мои посты, которые будут обращены ко мне лично. Я с тобой не разговариваю и твоё мнение по какому бы то ни было вопросу меня интересует в самую последнюю очередь.
2Dmitry:
Дим, продолжим обсуждение внутренними письмами либо при личной встрече. Я очень огорчён сегодняшним письмом своего очень хорошего товарища (надеюсь, ты его тоже получил и прочитал) и вынужден признать, что зря согласился на обсуждение в форуме. Впредь внутренние дела группы, особенно обусловленные психологическими факторами, я соглашаюсь обсуждать только внутри группы.
О.Л.

До меня дошли, видимо, только отголоски переписки… ЧТО ПРОИСХОДИТ ТО ?
Ракетомодельный фестиваль - http://raketoff.ru
Благодаря Андрею, более менее разобрался что произошло…
Письмо с моим ответом всем разослал.
Письмо с моим ответом всем разослал.
Ракетомодельный фестиваль - http://raketoff.ru
Я не понял есть предложение убрать обсуждение вопросов группы - общих и общетехнических - с форума? Зачем?
Хочу напомнить, что существование и развитие группы имеет место во многом благодаря форуму. Уход в личную переписку, особенно при существующем уровне организации дел, скажется на работе отрицательно.
есть предложение убрать обсуждение вопросов группы - общих и общетехнических - с форума? Зачем?Хочу напомнить, что существование и развитие группы имеет место во многом благодаря форуму. Уход в личную переписку, особенно при существующем уровне организации дел, скажется на работе отрицательно.
Dmitriy from 336
втянувшийся
Я не понял
Вопросы технические переводятся в вопросы "политические". Под угрозой ухода из группы ее лидера я снимаю
все свои технические предложения.
Хочу напомнить, что существование и развитие группы имеет место во многом благодаря форуму.
Уход в личную переписку, особенно при существующем уровне организации дел, скажется на работе отрицательно.
А уже сказалось...
Сначала что-то делаем, потом думаем что получается не так...
Чтобы не было столь грустно - приложена фотка приспособы для испытаний на срез резьбы при
температуре 600 градусов - два куска проволки диаметром 2 мм имеют на концах резьбу и ввернуты в цилиндр-гайку.
Свободные концы проволки закреплены (просто замотаны) в специальных лапках, которые зажмет испытательная машина.


[Fi-103 & A4 RULEZZ]

О качестве сварного шва. Ребята, ищите спеца по сварке. То, что Вы показали на фото никакой критики не выдерживает. У нас на предприятии принято, что после сварки шов не обрабатывают (это касается спецзадач, например, изготовление экспериментальных установок). При этом зачастую сам шов практически не заметен. Таких трубок с ниппелями наша мастерская делает сотнями в год. Насколько я понимаю, технология такова: 1) на деталях снимают фаску, 2) варят в аргоне на оправке. В итоге на внутренней поверхности получают практически идеальное соединение. И самое главное, все детали проходят проверку на вакуумную плотность на ПТИ (гелиевый течеискатель).

Эту ветку решено отрезать и закрыть. Пишите в исходный топик, у кого есть что сказать.
Copyright © Balancer 1997..2018
Создано 13.06.2006
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 13.06.2006
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
