-
![[image]](https://www.balancer.ru/cache/forums/attaches/2014/05/128x128-crop/15-3476909-2014-05-15-142718.png)
Конструкция ракет XI
Теги:
 Anzoriy
Anzoriy

Azot> Давно, обтекатели делаю только термоформованием, из листа полистирола, стройфеном.
Расскажи пожалуйста подробнее об этой технологии.
Расскажи пожалуйста подробнее об этой технологии.


 инфо
инфо инструменты
инструменты mm-rinat
mm-rinat

mm-rinat>> Потом хорошенько на эпоксидку...
LEVSHA> Если я правильно понял то стабилизаторы у тебя из дерева(бальза) и клеились к стеклопластиковому корпусу в основном эпоксидной смолой в стык. Такое соединение при ударной нагрузке может разрушится у эпоксидной смолы плохая адгезия к стеклопластику.
да бальза 4мм, я думаю еще разок пройтись по швам эпоксидкой аккуратно, хотя уже сейчас соединение выглядит достаточно крепким..сама эпоксидка в основании просочилась среди волокон стеклопластика, до которых наждачкой добрался
LEVSHA> Если я правильно понял то стабилизаторы у тебя из дерева(бальза) и клеились к стеклопластиковому корпусу в основном эпоксидной смолой в стык. Такое соединение при ударной нагрузке может разрушится у эпоксидной смолы плохая адгезия к стеклопластику.
да бальза 4мм, я думаю еще разок пройтись по швам эпоксидкой аккуратно, хотя уже сейчас соединение выглядит достаточно крепким..сама эпоксидка в основании просочилась среди волокон стеклопластика, до которых наждачкой добрался


Такой вопрос. Если посередине корпус ракеты обмотнуть одним слоем скотча, то мы получим маленькие "ступеньки". Насколько значительно они повысят сопротивление на скоростях 150-200 м/с?
LEVSHA> у эпоксидной смолы плохая адгезия к стеклопластику.
Т.е. ты хочешь сказать, что эпоксидка не прилипает к себе застывшей?
Т.е. ты хочешь сказать, что эпоксидка не прилипает к себе застывшей?


 Azot
Azot

Azot>> Давно, обтекатели делаю только термоформованием, из листа полистирола, стройфеном.
Anzoriy> Расскажи пожалуйста подробнее об этой технологии.

Anzoriy> Расскажи пожалуйста подробнее об этой технологии.
Вспомогательное оборудование, реактивы, материалы Vl
lincoln>> Столкнулся с проблемой доступности ПХА.А.С.> С учётом всех затрат и потерь, стоимость ПХА, полученного из НА и ПХН, около 240 рублей. Досушил очередную порцию, взвесил готовый продукт. Ушло 13,5 кг ПХН (моногидрата), вышло 8,4 кг ПХА. НА понадобилось около 10 кг, суммарные затраты на реактивы около 1500 рублей, ещё где-то стольник на дистиллированную воду. Считая влажность конечного продукта 10%, цена ПХА в районе 210 рублей. "Вторичного продукта" (90%НН+10%ПХА) не знаю точно, сколько, килограмм, наверно, 8, но он влажный. // Дальше — www.balancer.ru
LEVSHA>> у эпоксидной смолы плохая адгезия к стеклопластику.
Voldemar> Т.е. ты хочешь сказать, что эпоксидка не прилипает к себе застывшей?
Я тоже слышал, что так и есть.
Voldemar> Т.е. ты хочешь сказать, что эпоксидка не прилипает к себе застывшей?
Я тоже слышал, что так и есть.
Азот, а если ГО большого удлинения, то можно перекосить наверное. И как стягивать его, тоже вопрос не последней важности. Но идея заслуживает развития.
Anzoriy> Я тоже слышал, что так и есть.
А про зашкурить и обезжирить там не было?
А про зашкурить и обезжирить там не было?

Seemann
новичок
Anzoriy> Такой вопрос. Если посередине корпус ракеты обмотнуть одним слоем скотча, то мы получим маленькие "ступеньки". Насколько значительно они повысят сопротивление на скоростях 150-200 м/с?
Сама по себе полоска скотча не так страшна, а вот если она завернется набегающим потоком воздуха, то сопротивление возрастет. При чем завернуться может не равномерно, у меня так было.
Сама по себе полоска скотча не так страшна, а вот если она завернется набегающим потоком воздуха, то сопротивление возрастет. При чем завернуться может не равномерно, у меня так было.

Anzoriy>> Я тоже слышал, что так и есть.
Voldemar> А про зашкурить и обезжирить там не было?
В пазах холодная сварка даже на полипропилене намертво пластиковые стабы держит.
По поводу заворота пленки - серьезная опасность. Но не красить же пп трубу?
Voldemar> А про зашкурить и обезжирить там не было?
В пазах холодная сварка даже на полипропилене намертво пластиковые стабы держит.
По поводу заворота пленки - серьезная опасность. Но не красить же пп трубу?
Anzoriy> В пазах холодная сварка даже на полипропилене намертво пластиковые стабы держит.
А вот к ПП эпокси не липнет, тут держит только потому, что паз полностью заполнен.
А вот к ПП эпокси не липнет, тут держит только потому, что паз полностью заполнен.
LEVSHA>> у эпоксидной смолы плохая адгезия к стеклопластику.
Voldemar> Т.е. ты хочешь сказать, что эпоксидка не прилипает к себе застывшей?
По моим сведениям и опыту да.
Хотя вопрос «прилипания» очень не однозначный в одном случае не прилипнет – качественный стеклотекстолит без микропор, а к самодельному прилипнет, точнее зацепится за микро полости и волокна.
Voldemar> Т.е. ты хочешь сказать, что эпоксидка не прилипает к себе застывшей?
По моим сведениям и опыту да.
Хотя вопрос «прилипания» очень не однозначный в одном случае не прилипнет – качественный стеклотекстолит без микропор, а к самодельному прилипнет, точнее зацепится за микро полости и волокна.

Voldemar> А про зашкурить и обезжирить там не было?
Если взять новую полиэтиленовую емкость и развести в ней эпоксидку то после полимеризации массив эпоксидки выпадет от легкого сотрясения. А если емкость будет старая и поцарапанная задолбаешся вынимать.
Я это к тому, что ненужно путать «прилипание» - адгезитю с механическим сцеплением микро выступов погруженных в застывшую эпоксидку или другой клей, компаунд.")
Если взять новую полиэтиленовую емкость и развести в ней эпоксидку то после полимеризации массив эпоксидки выпадет от легкого сотрясения. А если емкость будет старая и поцарапанная задолбаешся вынимать.
Я это к тому, что ненужно путать «прилипание» - адгезитю с механическим сцеплением микро выступов погруженных в застывшую эпоксидку или другой клей, компаунд.
LEVSHA> По моим сведениям и опыту да.
Плохие сведения.
Склеиваемые поверхности, обязательно нужно правильно подготовить - зашкурить и обезжирить.
Если этого не сделать, то да, клеевой шов плохой.
Это можно легко проверить.
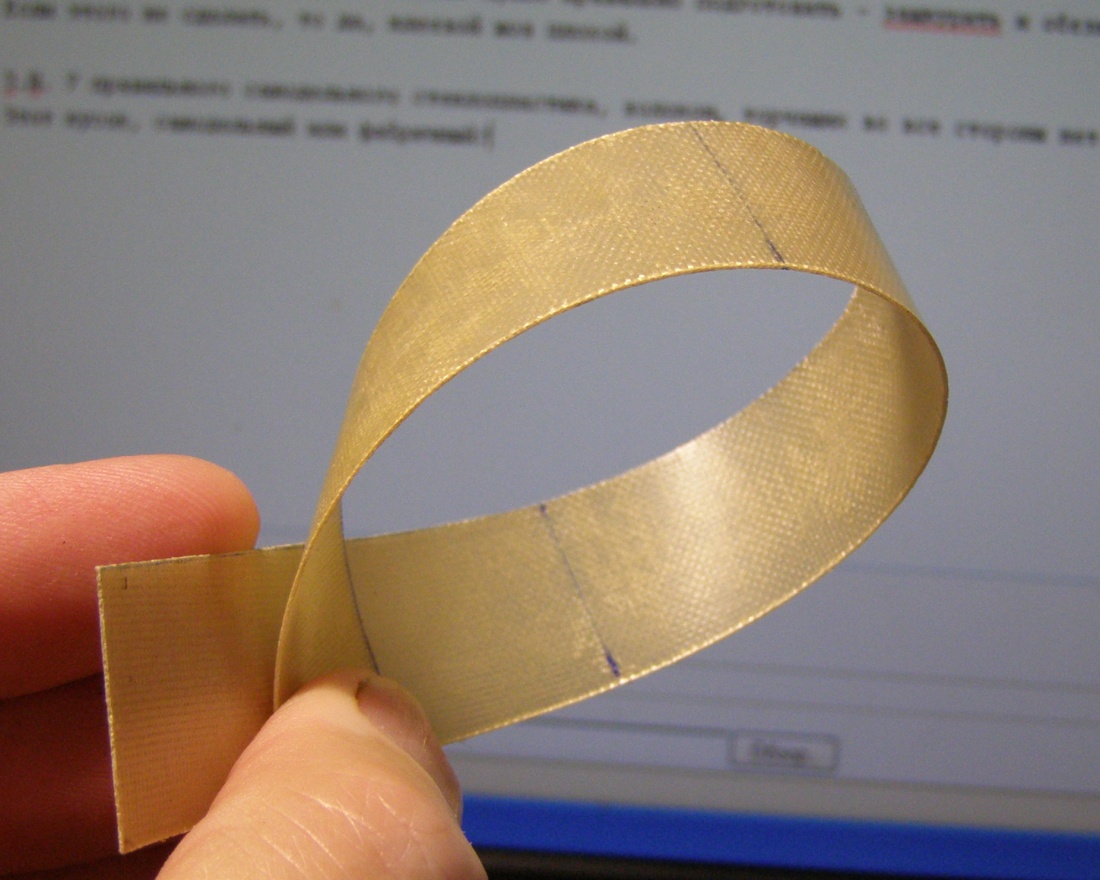
З.Ы. У правильного самодельного стеклопластика, волокон, торчащих во все стороны нет.
Этот кусок, самодельный или фабричный?
Плохие сведения.
Склеиваемые поверхности, обязательно нужно правильно подготовить - зашкурить и обезжирить.
Если этого не сделать, то да, клеевой шов плохой.
Это можно легко проверить.
З.Ы. У правильного самодельного стеклопластика, волокон, торчащих во все стороны нет.
Этот кусок, самодельный или фабричный?
Прикреплённые файлы:
LEVSHA> Я это к тому, что ненужно путать «прилипание» - адгезитю с механическим сцеплением микро выступов погруженных в застывшую эпоксидку или другой клей, компаунд.
Микро выступы, как ты их назвал, увеличивают поверхность соприкосновения, и к адгезии материалов никакого отношения не имеют. А вот жир с пальцев, очень даже.
Не нужно спорить, просто проверь.
Микро выступы, как ты их назвал, увеличивают поверхность соприкосновения, и к адгезии материалов никакого отношения не имеют. А вот жир с пальцев, очень даже.
Не нужно спорить, просто проверь.

Обожгите горелкой поверхность зашкуренного и обезжиренного стеклопластика перед склейкой и будет вам счастье в хорошем клеевом шве.
на ЭД смолах сам проверял.
на ЭД смолах сам проверял.
Voldemar> Этот кусок, самодельный или фабричный?
судя по виду - хороший самодельный
судя по виду - хороший самодельный
Mester> Обожгите горелкой поверхность зашкуренного и обезжиренного стеклопластика
Не нужно ничего обжигать.
Первых двух действий достаточно.
Не нужно ничего обжигать.
Первых двух действий достаточно.
Mester> судя по виду - хороший самодельный
Естественно самодельный.
В фабричном, смолы намного меньше.
a_centaurus! Ты пользуешься/пользовался фабричным стеклопластиком, к нему эпоксидка тоже "не прилипает"?
Естественно самодельный.
В фабричном, смолы намного меньше.
a_centaurus! Ты пользуешься/пользовался фабричным стеклопластиком, к нему эпоксидка тоже "не прилипает"?
Никак не могу придумать, что делать с нижним элементом зацепа для направляющей. Вверху винт м5 вкрутится а ССР, а вот как и главное что, на тонкой стеклопастиковой стенке закрепить?
Mester>> Обожгите горелкой поверхность зашкуренного и обезжиренного стеклопластика
Voldemar> Не нужно ничего обжигать.
Voldemar> Первых двух действий достаточно.
у нас разные предоставления о технологиях склейки
Voldemar> Не нужно ничего обжигать.
Voldemar> Первых двух действий достаточно.
у нас разные предоставления о технологиях склейки
 a_centaurus
a_centaurus

Voldemar> a_centaurus! Ты пользуешься/пользовался фабричным стеклопластиком, к нему эпоксидка тоже "не прилипает"?
Однозначно не могу ответить. Смотря какая. И какой СТ. Однако должен заметить, что эпоксидные компаунды используются не для СКЛЕЙКИ, а для ЗАЛИВКИ. По крайней мере нас "так учили". Даже на аттестации (повышение категории) был такой вопрос. Поэтому попробую классифицировать виды компаундов (западные), которые можно использовать для фиксации деталей из СТ.
1. Лучше всего работает та марка эпокси, которая использовалась для формования СТ. Я всегда покупал вместе с трубами, листом и конусами эпокси и отвердитель у той же фирмы. Тогда, добавляя какой нибудь наполнитель в этот состав, им можно заливать блокируемую деталь (по контуру). Фиксировать детали при этом можно анаэробным клеем. Недостаток - сравнительно долгое время отверждения и необходимость удержания шва от расплывания.
2. Со всеми видами СТ (G11) хорошо работает специальная эпокси марки "Araldite". Это компаунд с наполнителем (alumina), имеющий высокую механическую прочность и термостойкость (до 300ºC). Есть марки быстротвердеющие (8-12 ч), есть с повышенными термосвойствами (органическая керамика) до 600ºC. Есть "кустарный" метод предварительного отверждения araldite на лабораторной плитке при 80º до потери части вискозности за 15-20 мин. После этого компаунд живёт ещё около получаса и за это время эго нужно успеть уложить в шов.
3. Также хорошие результаты дают компаунды 3М "Scotch". Таким я делал сборку стабилизаторов на базе депрона и 0.5 мм G11 для ЖРД ракеты. Это медленная эпокси с высокой вязкостью. Необходимо блокирование позиций соединяемых деталей, поскольку возможна "флотация" во время отверждения. Но именно этот компаунд "клеит" поверхности из готового СТ.
4. Менее всего пригодный, но очень уж удобный коммерческий бытовой компаунд (transparent) марки PoxiPol 10 мин. Он может держать две массивные детали, но плохо удерживает "тонкое на толстом". Им также нужно пользоваться с предварительным прогревом при размешивании (лампочка), хорошей подготовкой поверхности и распределением по контуру шва. Лучше работает серый (gris) компаунд этой же марки с наполнителем. Но он не всегда удобен из за контрастного цвета. Поэтому, я иногда добавляю в прозрачный к. порошок белого цвета (из составов для приготовления низкотемпературной керамики или низкоплавкого стекла).
Кстати о "шве". Есть специальная геометрия композитных швов сопрягаемых деталей, которой небходимо придерживаться при выборе техпроцесса. Это канавки, углубления, простые царапины и т.д. Про обезжиривание отдельный разговор. Нужно использовать растворители, рекомендованные для данного типа эпокси. Хотя в быту я использую то что под руками: изопропиловый спирт, ацетон. Хорошо помогает обжиг поверхности перед промазкой пропановой горелкой.
Не знаю, помогут ли мои пространные рассуждения в вашем споре. Но основное здесь - выбор техпроцесса, а не клея. Есть много литературы на этот счёт. В нашем деле любому будет нелишним познакомиться.
Однозначно не могу ответить. Смотря какая. И какой СТ. Однако должен заметить, что эпоксидные компаунды используются не для СКЛЕЙКИ, а для ЗАЛИВКИ. По крайней мере нас "так учили". Даже на аттестации (повышение категории) был такой вопрос. Поэтому попробую классифицировать виды компаундов (западные), которые можно использовать для фиксации деталей из СТ.
1. Лучше всего работает та марка эпокси, которая использовалась для формования СТ. Я всегда покупал вместе с трубами, листом и конусами эпокси и отвердитель у той же фирмы. Тогда, добавляя какой нибудь наполнитель в этот состав, им можно заливать блокируемую деталь (по контуру). Фиксировать детали при этом можно анаэробным клеем. Недостаток - сравнительно долгое время отверждения и необходимость удержания шва от расплывания.
2. Со всеми видами СТ (G11) хорошо работает специальная эпокси марки "Araldite". Это компаунд с наполнителем (alumina), имеющий высокую механическую прочность и термостойкость (до 300ºC). Есть марки быстротвердеющие (8-12 ч), есть с повышенными термосвойствами (органическая керамика) до 600ºC. Есть "кустарный" метод предварительного отверждения araldite на лабораторной плитке при 80º до потери части вискозности за 15-20 мин. После этого компаунд живёт ещё около получаса и за это время эго нужно успеть уложить в шов.
3. Также хорошие результаты дают компаунды 3М "Scotch". Таким я делал сборку стабилизаторов на базе депрона и 0.5 мм G11 для ЖРД ракеты. Это медленная эпокси с высокой вязкостью. Необходимо блокирование позиций соединяемых деталей, поскольку возможна "флотация" во время отверждения. Но именно этот компаунд "клеит" поверхности из готового СТ.
4. Менее всего пригодный, но очень уж удобный коммерческий бытовой компаунд (transparent) марки PoxiPol 10 мин. Он может держать две массивные детали, но плохо удерживает "тонкое на толстом". Им также нужно пользоваться с предварительным прогревом при размешивании (лампочка), хорошей подготовкой поверхности и распределением по контуру шва. Лучше работает серый (gris) компаунд этой же марки с наполнителем. Но он не всегда удобен из за контрастного цвета. Поэтому, я иногда добавляю в прозрачный к. порошок белого цвета (из составов для приготовления низкотемпературной керамики или низкоплавкого стекла).
Кстати о "шве". Есть специальная геометрия композитных швов сопрягаемых деталей, которой небходимо придерживаться при выборе техпроцесса. Это канавки, углубления, простые царапины и т.д. Про обезжиривание отдельный разговор. Нужно использовать растворители, рекомендованные для данного типа эпокси. Хотя в быту я использую то что под руками: изопропиловый спирт, ацетон. Хорошо помогает обжиг поверхности перед промазкой пропановой горелкой.
Не знаю, помогут ли мои пространные рассуждения в вашем споре. Но основное здесь - выбор техпроцесса, а не клея. Есть много литературы на этот счёт. В нашем деле любому будет нелишним познакомиться.

a_centaurus> Однозначно не могу ответить. Смотря какая. И какой СТ.
Понятно, спасибо!
Понятно, спасибо!
Voldemar> Понятно, спасибо!
Не за что.
Добавлю одну фразу, которая является важным аспектом для всего техпроцесса соединения ОТВЕРЖДЁННЫХ композитных деталей. Композит на основе тканевых заполнителей является материалом с анизотропными свойствами. Эпокси - наполнитель - изотропный материал. То есть, когда две детали с анизотропными (причём различными) свойствами блокируются через прослойку, обладающую изотропностью, распределение связей (когезионно-адгезионных) происходит как по поверхностям, так и внутри обьёма соединяющего компаунда. Со всеми вытекающими зависимостями от толщины слоя, градиентов напряжений и температуры как внутри так и по границам соединения. Поэтому искусство составления техпроцесса состоит в том, чтобы свести к минимуму все эти неоднородности и неопределённости. Из общих рекомендаций, можно принять на вооружение использование промежуточного дисперсного упрочнения блокирующего слоя. То есть, добавки мелкодисперсного наполнителя в жидкую эпоксидку для получения промежуточного дисперсноупрочнённого композита в шве. Тогда будут блокироваться не два композита через третий некомпозит, а три композита с похожими свойствами. Где композитный шов будет играть роль обьёмного абсорбера напряжений.
Другим правилом будет являться сведение толщины шва до минимума. Ну и третьим возможным решением будет использование дополнительной матрицы из слоя стеклоткани в качестве заполнителя шва. Если, конечно конструкция это позволяет. После отверждения такой пространственно-армированный шов будет также перераспределять и абсорбировать появляющиеся в процессе работы узла напряжения.
Не за что.
Добавлю одну фразу, которая является важным аспектом для всего техпроцесса соединения ОТВЕРЖДЁННЫХ композитных деталей. Композит на основе тканевых заполнителей является материалом с анизотропными свойствами. Эпокси - наполнитель - изотропный материал. То есть, когда две детали с анизотропными (причём различными) свойствами блокируются через прослойку, обладающую изотропностью, распределение связей (когезионно-адгезионных) происходит как по поверхностям, так и внутри обьёма соединяющего компаунда. Со всеми вытекающими зависимостями от толщины слоя, градиентов напряжений и температуры как внутри так и по границам соединения. Поэтому искусство составления техпроцесса состоит в том, чтобы свести к минимуму все эти неоднородности и неопределённости. Из общих рекомендаций, можно принять на вооружение использование промежуточного дисперсного упрочнения блокирующего слоя. То есть, добавки мелкодисперсного наполнителя в жидкую эпоксидку для получения промежуточного дисперсноупрочнённого композита в шве. Тогда будут блокироваться не два композита через третий некомпозит, а три композита с похожими свойствами. Где композитный шов будет играть роль обьёмного абсорбера напряжений.
Другим правилом будет являться сведение толщины шва до минимума. Ну и третьим возможным решением будет использование дополнительной матрицы из слоя стеклоткани в качестве заполнителя шва. Если, конечно конструкция это позволяет. После отверждения такой пространственно-армированный шов будет также перераспределять и абсорбировать появляющиеся в процессе работы узла напряжения.
a_centaurus> Добавлю одну фразу, которая является важным аспектом для всего техпроцесса соединения ОТВЕРЖДЁННЫХ композитных деталей.
Это само собой. Изначально, разговор о "прилипании" смолы к поверхности отверждённого стеклопластика.
Просто, сколько помню, всегда клеил и клею, прекрасно держалось, а оказывается, не должно.
Вот и подумалось, может самодельный клеится а фабричный нет? Сразу вспомнилось, что ты говорил про использование фабричных СТ, поэтому вопрос к тебе.
Это само собой. Изначально, разговор о "прилипании" смолы к поверхности отверждённого стеклопластика.
Просто, сколько помню, всегда клеил и клею, прекрасно держалось, а оказывается, не должно.
Вот и подумалось, может самодельный клеится а фабричный нет? Сразу вспомнилось, что ты говорил про использование фабричных СТ, поэтому вопрос к тебе.
Copyright © Balancer 1997..2019
Создано 29.01.2009
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 29.01.2009
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
