 Non-conformist
Non-conformist
 инфо
инфо инструменты
инструменты
 Gamma
Gamma


 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
/1101553-item_2413.jpg)
Вспомогательное оборудование, реактивы, материалы V
Теги:
> Фотобумага матовая двусторонняя для струйников Lomond 0102033.
Спасибо!
Спасибо!
Skype: a_schabanow
Я считаю, что на сегодняшний день термостатовский вариант ЛУТ вне конкуренции. И по воспроизводимости результатов, и по качеству. Единственное, что там можно слегка продвинуть - это обезжиривание меди. Я думаю, что можно попробовать химическое обезжиривание по образцу того, которое применяется в гальванике - там это тоже принципиальный момент:
_____________________________________________
Жиры, по своей химической природе делятся на: омыляемые и неомыляемые, практически нерастворимы в воде и для их удаления с поверхности металла применяются различные способы в зависимости от природы жиров. Минеральные масла, консистентные смазки, полировальные пасты удаляются промывкой изделий в органических растворителях. Такая промывка связана с применением токсичных продуктов: это керосин, бензин, толуол, трихлорэтилен, спирт этиловый, и, поэтому менее экономична. Она применяется для удаления с поверхности деталей толстого слоя минеральных жиров, промывки деталей больших размеров или сложной конфигурации. После испарения органического растворителя на поверхности выгруженного изделия всегда остается очень тонкая, незаметная для глаза, жировая пленка, достаточная для того, чтобы воспрепятствовать осаждению покрытия. Поэтому промывка в органических растворах является первым этапом обезжиривания, а затем в щелочных.
Обезжиривание в щелочных растворах подразделяют химическое и электрохимическое. В состав щелочных обезжиривающих растворов входят едкая щелочь, фосфаты, силикаты, кальцинированная сода. Минеральные жиры не разрушаются в щелочных растворах, но образуют под их воздействием водные эмульсии, что облегчает дальнейшее удаление с поверхности металла. Сила сцепления жиров с поверхностью металла довольна большая. Поэтому в щелочные обезжиривающие растворы добавляют специальные добавки-эмульгаторы: жидкое стекло, стеарин, смачивающие поверхностно-активные добавки, которые понижают поверхностное натяжение на границе двух фаз. Одним из очень важных условий, гарантирующих полное удаление с поверхности изделий омыляемых и неомыляемых жиров, является повышенная температура щелочных растворов. Мыла, получающиеся в результате обезжиривания, растворяются в горячих щелочах значительно лучше, чем в холодных. Рекомендуемая температура щелочных растворов от 60-900С. Движение моющего щелочного раствора относительно поверхности деталей во много раз ускоряет моющее действие. Поэтому, перемешивание раствора, струйная его подача на детали, ультразвуковое колебание раствора следует применять как для ускорения процесса, так и для улучшения очистки.
В современном промышленном и ювелирном мире широкое применение нашли ультразвуковые моющие установки /УЗМ/. Механизм действия ультразвука основан на явлении кавитации – образования в жидкости микроскопических заполненных газом пузырьков, которые, быстро захватываясь, создают очень высокие местные давления. Возникающие при этом гидравлические удары настолько сильны, что они срывают с поверхности металла прочно приставшие пленки жира и механические загрязнения. Особенно большое значение способность ультразвуковых колебаний проникать в узкие щели, поры, очистка которых другими методами не дает хороших результатов. УЗМ более эффективна при очистке изделий из твердых материалов, и менее эффективна в работе с мягкими и пористыми материалами. Чем тверже поверхность, тем лучше она очищается. Известно, что металлы, стекло, керамика и твердые пластмассы являются хорошими проводниками звука, следовательно, они идеально подходят для ультразвуковой очистки. Так как очистка в ультразвуковом поле идет в основном за счет механических колебаний раствора, то состав рабочей жидкости имеет меньшее значение, чем при обычном химическом обезжиривании. В качестве таких жидкостей могут использоваться щелочные растворы с пониженной концентрацией компонентов или готовые порошки для работы в УЗМ.
Современный рынок предлагает на сегодняшний день УЗМ больших и малых объемов /от 0,5л до 250л/ отечественного производства: “Рэлтек” российская электротехническая компания г. Екатеринбург, фирма ” Трима”, “Сапфир”, и др. Из зарубежных фирм особенно хорошо зарекомендовала себя итальянская фирма “CEIA”, “Estmon” Испания, “Finnsonic “Финляндия.
Ультразвуковая очистка ювелирных изделий может быть применена после штамповки (для удаления остатков машинного масла), после шлифования, полирования, глянцевания ( для очистки от шлифовально-полировальных паст), а также после литья в некоторых случаях (для удаления остаточного налета формовочной смеси) и состоит из следующих операций: приготовление щелочного раствора, загрузка изделий в ванну, предварительная очистка, промывка в воде, окончательная очистка, окончательная промывка в воде, сушка на воздухе.
Электрохимическое обезжиривание применяют после полировки, предварительной химической или механической очистки и после монтажа изделий на подвески для удаления последних остатков жировых загрязнений перед декапированием или перед покрытием. Благодаря быстроте процесса и высокому качеству очистки, электролитическое обезжиривание является наиболее целесообразным видом обезжиривания для всех изделий. Очистка изделий при электрохимическом обезжиривании происходит в процессе электролиза – пропускания постоянного тока через электролит, когда сами изделия играют роль катода или анода. В первом случае на поверхности обезжириваемых деталей бурно выделяются пузырьки водорода, во втором – кислорода. При этом они в течение первых же секунд разрывают и удаляют пленку жировых загрязнений. Роль щелочного раствора является вспомогательной и заключается в образовании эмульсии с частицами масла, а также омылении жиров животного и растительного происхождения. В отличие от химического обезжиривания в крепких растворах щелочей скорость электрообезжиривания почти не зависит от температуры и концентрации электролита и определяется плотностью тока. В качестве электродов завешивают листы никелированного железа или нержавеющей стали. Переключение на анод имеет своей целью дополнительную очистку кислородом и частичное устранение вредного воздействия водорода.
Для получения хороших результатов обезжиривания необходимо соблюдение следующих правил:
не допускается длительная передержка процесса, так как это приводит к насыщению изделий водородом, т.е. к созданию водородной хрупкости и потемнению поверхности;
тонкостенные стальные каленые детали до 1 мм, пружины всех видов следует обезжиривать лишь на аноде для устранения насыщения водорода;
детали из меди и ее сплавов, а также из драгоценных сплавов обезжиривают только на катоде, так как на анодном процессе они оксидируются и чернеют;
перед обезжириванием с подвесок должны быть стравлены гальванические покрытия / цинк, олово /, загрязняющие электролит при их растворении;
с поверхности электролита должна удаляться пена жиров и масел в процессе работы или загрязненный раствор должен заменяться новым.
После окончания вышеописанных операций обезжиривания изделия промывают последовательно в горячей /50-70 град./ и холодной, дистиллированной для драгметаллов, воде. Наиболее простые и распространенные составы и режимы для химического и электрохимического обезжиривания перед нанесением драгметаллов приведены в таблице.
______________________________________________
// www.galvanicworld.com
_____________________________________________
Жиры, по своей химической природе делятся на: омыляемые и неомыляемые, практически нерастворимы в воде и для их удаления с поверхности металла применяются различные способы в зависимости от природы жиров. Минеральные масла, консистентные смазки, полировальные пасты удаляются промывкой изделий в органических растворителях. Такая промывка связана с применением токсичных продуктов: это керосин, бензин, толуол, трихлорэтилен, спирт этиловый, и, поэтому менее экономична. Она применяется для удаления с поверхности деталей толстого слоя минеральных жиров, промывки деталей больших размеров или сложной конфигурации. После испарения органического растворителя на поверхности выгруженного изделия всегда остается очень тонкая, незаметная для глаза, жировая пленка, достаточная для того, чтобы воспрепятствовать осаждению покрытия. Поэтому промывка в органических растворах является первым этапом обезжиривания, а затем в щелочных.
Обезжиривание в щелочных растворах подразделяют химическое и электрохимическое. В состав щелочных обезжиривающих растворов входят едкая щелочь, фосфаты, силикаты, кальцинированная сода. Минеральные жиры не разрушаются в щелочных растворах, но образуют под их воздействием водные эмульсии, что облегчает дальнейшее удаление с поверхности металла. Сила сцепления жиров с поверхностью металла довольна большая. Поэтому в щелочные обезжиривающие растворы добавляют специальные добавки-эмульгаторы: жидкое стекло, стеарин, смачивающие поверхностно-активные добавки, которые понижают поверхностное натяжение на границе двух фаз. Одним из очень важных условий, гарантирующих полное удаление с поверхности изделий омыляемых и неомыляемых жиров, является повышенная температура щелочных растворов. Мыла, получающиеся в результате обезжиривания, растворяются в горячих щелочах значительно лучше, чем в холодных. Рекомендуемая температура щелочных растворов от 60-900С. Движение моющего щелочного раствора относительно поверхности деталей во много раз ускоряет моющее действие. Поэтому, перемешивание раствора, струйная его подача на детали, ультразвуковое колебание раствора следует применять как для ускорения процесса, так и для улучшения очистки.
В современном промышленном и ювелирном мире широкое применение нашли ультразвуковые моющие установки /УЗМ/. Механизм действия ультразвука основан на явлении кавитации – образования в жидкости микроскопических заполненных газом пузырьков, которые, быстро захватываясь, создают очень высокие местные давления. Возникающие при этом гидравлические удары настолько сильны, что они срывают с поверхности металла прочно приставшие пленки жира и механические загрязнения. Особенно большое значение способность ультразвуковых колебаний проникать в узкие щели, поры, очистка которых другими методами не дает хороших результатов. УЗМ более эффективна при очистке изделий из твердых материалов, и менее эффективна в работе с мягкими и пористыми материалами. Чем тверже поверхность, тем лучше она очищается. Известно, что металлы, стекло, керамика и твердые пластмассы являются хорошими проводниками звука, следовательно, они идеально подходят для ультразвуковой очистки. Так как очистка в ультразвуковом поле идет в основном за счет механических колебаний раствора, то состав рабочей жидкости имеет меньшее значение, чем при обычном химическом обезжиривании. В качестве таких жидкостей могут использоваться щелочные растворы с пониженной концентрацией компонентов или готовые порошки для работы в УЗМ.
Современный рынок предлагает на сегодняшний день УЗМ больших и малых объемов /от 0,5л до 250л/ отечественного производства: “Рэлтек” российская электротехническая компания г. Екатеринбург, фирма ” Трима”, “Сапфир”, и др. Из зарубежных фирм особенно хорошо зарекомендовала себя итальянская фирма “CEIA”, “Estmon” Испания, “Finnsonic “Финляндия.
Ультразвуковая очистка ювелирных изделий может быть применена после штамповки (для удаления остатков машинного масла), после шлифования, полирования, глянцевания ( для очистки от шлифовально-полировальных паст), а также после литья в некоторых случаях (для удаления остаточного налета формовочной смеси) и состоит из следующих операций: приготовление щелочного раствора, загрузка изделий в ванну, предварительная очистка, промывка в воде, окончательная очистка, окончательная промывка в воде, сушка на воздухе.
Электрохимическое обезжиривание применяют после полировки, предварительной химической или механической очистки и после монтажа изделий на подвески для удаления последних остатков жировых загрязнений перед декапированием или перед покрытием. Благодаря быстроте процесса и высокому качеству очистки, электролитическое обезжиривание является наиболее целесообразным видом обезжиривания для всех изделий. Очистка изделий при электрохимическом обезжиривании происходит в процессе электролиза – пропускания постоянного тока через электролит, когда сами изделия играют роль катода или анода. В первом случае на поверхности обезжириваемых деталей бурно выделяются пузырьки водорода, во втором – кислорода. При этом они в течение первых же секунд разрывают и удаляют пленку жировых загрязнений. Роль щелочного раствора является вспомогательной и заключается в образовании эмульсии с частицами масла, а также омылении жиров животного и растительного происхождения. В отличие от химического обезжиривания в крепких растворах щелочей скорость электрообезжиривания почти не зависит от температуры и концентрации электролита и определяется плотностью тока. В качестве электродов завешивают листы никелированного железа или нержавеющей стали. Переключение на анод имеет своей целью дополнительную очистку кислородом и частичное устранение вредного воздействия водорода.
Для получения хороших результатов обезжиривания необходимо соблюдение следующих правил:
не допускается длительная передержка процесса, так как это приводит к насыщению изделий водородом, т.е. к созданию водородной хрупкости и потемнению поверхности;
тонкостенные стальные каленые детали до 1 мм, пружины всех видов следует обезжиривать лишь на аноде для устранения насыщения водорода;
детали из меди и ее сплавов, а также из драгоценных сплавов обезжиривают только на катоде, так как на анодном процессе они оксидируются и чернеют;
перед обезжириванием с подвесок должны быть стравлены гальванические покрытия / цинк, олово /, загрязняющие электролит при их растворении;
с поверхности электролита должна удаляться пена жиров и масел в процессе работы или загрязненный раствор должен заменяться новым.
После окончания вышеописанных операций обезжиривания изделия промывают последовательно в горячей /50-70 град./ и холодной, дистиллированной для драгметаллов, воде. Наиболее простые и распространенные составы и режимы для химического и электрохимического обезжиривания перед нанесением драгметаллов приведены в таблице.
______________________________________________
Статьи по гальванотехнике и обработке поверхности
Первый интернет портал по гальванотехнике и обработке поверхности. Новости отрасли. Форум гальваников. Статьи и книги по гальванике. Консультации экспертов. Ассоциация поставщиков гальванического оборудования. Ассоциация гальванических производств. Научно-практический журнал "Мир гальваники"// www.galvanicworld.com
Skype: a_schabanow
Наибольший интерес для бюджетных самодельщиков представляет электрохимическое обезжиривание, насколько я понял:
"... детали из меди и ее сплавов, а также из драгоценных сплавов обезжиривают только на катоде, так как на анодном процессе они оксидируются и чернеют..."
Электролит представляет собой водный раствор едкого натра (NaOH) или едкого кали (КОН) с концентрацией 30 г/л. Плотность тока 5 А/дм2; время обезжиривания 5 мин.
"... детали из меди и ее сплавов, а также из драгоценных сплавов обезжиривают только на катоде, так как на анодном процессе они оксидируются и чернеют..."
Электролит представляет собой водный раствор едкого натра (NaOH) или едкого кали (КОН) с концентрацией 30 г/л. Плотность тока 5 А/дм2; время обезжиривания 5 мин.
Skype: a_schabanow
Это сообщение редактировалось 08.03.2008 в 11:03
Lomond матовая двусторонняя номер 0102033.
Термостат советует глянцевую, может она и лучше, я не знаю. С глянцевой пробовал, но проба попала на плохую резину, поэтому плохой результат не связан с бумагой.
Сам метод действительно на порядок лучше, чем ёрзать утюгом вручную. Результат просто гарантирован.
Термостат советует глянцевую, может она и лучше, я не знаю. С глянцевой пробовал, но проба попала на плохую резину, поэтому плохой результат не связан с бумагой.
Сам метод действительно на порядок лучше, чем ёрзать утюгом вручную. Результат просто гарантирован.
Какие такие аноды-катоды?
Обычная копеечная паста для чистки посуды старого образца, по виду как глина. Она с тонким абразивом. Натёр пастой, смыл водой, протёр полотенцем.
Обычная копеечная паста для чистки посуды старого образца, по виду как глина. Она с тонким абразивом. Натёр пастой, смыл водой, протёр полотенцем.

Gamma
новичок
Кстати, был приятно удивлен. В Москве, в чипедипе появился в продаже текстолит с нанесенным фоторезистом. Двухсторонний. Пластина 100х170 - 170р. Работал также, как и с positiv20, все получилось отменно. Хотя и с p20 все здорово, только пыль и воняет сильно и долго. До этого искал в розницу, нигде не находил.

923456789
новичок
Народ,братья по разуму,помогите идеей:нужно соорудить дозатор для сыпучих фракций разной плотности.Диапазон 1-5гр. точность 0,1гр.
Пользуюсь лабораторными весами и мерками,но при изготовлении 2-3 десятков движков измерения превращаются в каторгу,да и готовые изделия отличаются друг от друга пусть на пару грам, но всётаки хочется точности.
Может кто ваял нечто подобное подскажите. Заранее благодарен!
Пользуюсь лабораторными весами и мерками,но при изготовлении 2-3 десятков движков измерения превращаются в каторгу,да и готовые изделия отличаются друг от друга пусть на пару грам, но всётаки хочется точности.
Может кто ваял нечто подобное подскажите. Заранее благодарен!
ИМХО, если и реальная, то весьма сложная в домашних условиях задача, учитывая потребные цифры. Каким узлом обеспечить более-менее равномерную подачу сыпучего вещества с достаточно небольшой скоростью даже в голове придумать не могу, не то что сделать.
А в связи с чем возникает необходимость таких мелких дозировок в многократных количествах? И что за вещества?
А в связи с чем возникает необходимость таких мелких дозировок в многократных количествах? И что за вещества?
1
> Натёр пастой, смыл водой, протёр полотенцем.
Я про мелкие дефекты. Чем лучше обезжиришь, тем меньше рихтовать-дорисовывать. Катоды-аноды очень простые - катод это "-" (плата), анод "+"(нержавейка). Это ненамного сложнее, чем натереть заготовку пастой. Во всяком случае, после электролитического обезжиривания обвинять жирную медь в случае плохого прилипания тонера не придется.
Я про мелкие дефекты. Чем лучше обезжиришь, тем меньше рихтовать-дорисовывать. Катоды-аноды очень простые - катод это "-" (плата), анод "+"(нержавейка). Это ненамного сложнее, чем натереть заготовку пастой. Во всяком случае, после электролитического обезжиривания обвинять жирную медь в случае плохого прилипания тонера не придется.
Skype: a_schabanow
923456789
новичок
GOGI> ИМХО, если и реальная, то весьма сложная в домашних условиях задача, учитывая потребные цифры. Каким узлом обеспечить более-менее равномерную подачу сыпучего вещества с достаточно небольшой скоростью даже в голове придумать не могу, не то что сделать.
GOGI> А в связи с чем возникает необходимость таких мелких дозировок в многократных количествах?
Для изготовления движков методом пресовки:сопло-3гр.,топливо-10гр(5 порций по 2гр.),замедлитель3-5гр.(от 1 до3порций,зависит от времени зам.)
Итак:для того ,чтоб пресонуть движок нужно 7-9 раз отмерить.Ну,а 20движков...
И что за вещества?
Топливо-ЧП.сопло и замедлитель-разные варианты.
Вынашиваю идею гидравлического преса на ДУ(распределитель с электроклапанами),
и попутно обмозговываю возможность одновременной пресовки нескольких движков.Так,что тут без бункеров-дозаторов туговато будет.
Ну короче:-дурень думкой багатіє.
GOGI> А в связи с чем возникает необходимость таких мелких дозировок в многократных количествах?
Для изготовления движков методом пресовки:сопло-3гр.,топливо-10гр(5 порций по 2гр.),замедлитель3-5гр.(от 1 до3порций,зависит от времени зам.)
Итак:для того ,чтоб пресонуть движок нужно 7-9 раз отмерить.Ну,а 20движков...
И что за вещества?
Топливо-ЧП.сопло и замедлитель-разные варианты.
Вынашиваю идею гидравлического преса на ДУ(распределитель с электроклапанами),
и попутно обмозговываю возможность одновременной пресовки нескольких движков.Так,что тут без бункеров-дозаторов туговато будет.
Ну короче:-дурень думкой багатіє.
Не, ванна со щёлочью меня не прельщает. Всё и так прилипает, ногтём не соскребёшь.
Увидел объявление:
Могу оказать помощь в изготовлении механических узлов:
ТОКАРНЫЕ работы.
3D ФРЕЗЕРНЫЕ по пластикам и AL (рабочее поле 650Х450Х150 мм).
ЛАЗЕРНАЯ РЕЗКА(черные металлы до 4 мм, AL до 2мм) точность 0,03мм.
СВАРКА. Аргонно-дуговая, контактная.
ГИБКА, ОКРАСКА(не порошковая).
ГРАВИРОВКА.
Изготовление ШЕСТЕРЕН (модули от 0,2 до 2,0) цилиндрические прямо- и косозубые, червяки и червячные колеса, храповики, шестерни сложной формы.
Изготовление ПЛАСТМАССОВЫХ ДЕТАЛЕЙ методом литья под давлением(включает в себя изготовление литьевой формы и литье детали на
вертикальной литьевой машине). Срок изготовления 5 рабочих дней. Тираж от 1шт. до 1000 шт. больше по договоренности.
Объем(вес детали) примерно 10-12 грамм.
Изготовление деталей из РЕЗИНЫ( в том числе и из термостойких типов).Изготовление прессформы и изделия.От 5 дней.
СБОРКА печатных плат.
Все работы по чертежам, эскизам, образцам или "на словах".Помощь в создании КД.
КАЧЕСТВО РАБОТ И СРОКИ ГАРАНТИРУЮТСЯ! Контакты: 8-499-168-1015 с 8-00 до 17-00 кр. Сб.,Вс Петр Васильевич или ourtech16 yandex.ru
yandex.ru
Могу оказать помощь в изготовлении механических узлов:
ТОКАРНЫЕ работы.
3D ФРЕЗЕРНЫЕ по пластикам и AL (рабочее поле 650Х450Х150 мм).
ЛАЗЕРНАЯ РЕЗКА(черные металлы до 4 мм, AL до 2мм) точность 0,03мм.
СВАРКА. Аргонно-дуговая, контактная.
ГИБКА, ОКРАСКА(не порошковая).
ГРАВИРОВКА.
Изготовление ШЕСТЕРЕН (модули от 0,2 до 2,0) цилиндрические прямо- и косозубые, червяки и червячные колеса, храповики, шестерни сложной формы.
Изготовление ПЛАСТМАССОВЫХ ДЕТАЛЕЙ методом литья под давлением(включает в себя изготовление литьевой формы и литье детали на
вертикальной литьевой машине). Срок изготовления 5 рабочих дней. Тираж от 1шт. до 1000 шт. больше по договоренности.
Объем(вес детали) примерно 10-12 грамм.
Изготовление деталей из РЕЗИНЫ( в том числе и из термостойких типов).Изготовление прессформы и изделия.От 5 дней.
СБОРКА печатных плат.
Все работы по чертежам, эскизам, образцам или "на словах".Помощь в создании КД.
КАЧЕСТВО РАБОТ И СРОКИ ГАРАНТИРУЮТСЯ! Контакты: 8-499-168-1015 с 8-00 до 17-00 кр. Сб.,Вс Петр Васильевич или ourtech16
Направил ему письмо насчет кардана. Посмотрим, сколько запросит.
Skype: a_schabanow
> Всё и так прилипает, ногтём не соскребёшь.
Прилипает, однако, не соскребешь. Но не везде, и я грешу на плохое обезжиривание - хочу исключить эту возможность. Ванна со щелочью, это, конечно, ужасно. Но не намного страшнее, чем ванна с купоросом.
Прилипает, однако, не соскребешь. Но не везде, и я грешу на плохое обезжиривание - хочу исключить эту возможность. Ванна со щелочью, это, конечно, ужасно. Но не намного страшнее, чем ванна с купоросом.
Skype: a_schabanow
> Направил ему письмо насчет кардана. Посмотрим, сколько запросит.
Запросил товарищ 7000 рублей за три кольца, четыре штыря и четыре корпуса подшипников. Да, наверное он сделал бы ОЧЕНЬ качественный кардан. И в кратчайшие сроки.")
Запросил товарищ 7000 рублей за три кольца, четыре штыря и четыре корпуса подшипников. Да, наверное он сделал бы ОЧЕНЬ качественный кардан. И в кратчайшие сроки.
Skype: a_schabanow
«ФорКом» – производство и продажа термостойких, износостойких и антиадгезивных материалов и изделий для различных отраслей и производств.
Мы рады приветствовать Вас на нашем сайте!14 лет на рынке термостойких, антиадгезивных, износостойких материалов и изделий для различных отраслей и производств
Компания «ФОРВАРД-КОМПЛЕКТ» предлагает Вам отечественные и импортные термостойкие, агрессивностойкие, антиадгезивные и износостойкие материалы.
Наши преимущества:
Офис и склад в одном месте.
Вся продукция, представленная на сайте постоянно в наличии на нашем складе в достаточном количестве.
…
// Дальше —
www.forkom.ru
Термостойкие материалы, изделия.
Skype: a_schabanow

Попробовал перекристаллизацию для своей селитры. Кажись, получилось.
Делал так: раствор селитры в воде упаривал до тех пор, пока сверху не начала появляться плёнка; потом горячим процедил через х/б тряпочку и на балкон (+5 градусов), до балкона половина селитры уже выпала в осадок. Туда же выставил чистую воду и все причандалы, предварительно помытые. Через 2 часа получилась селитра слегка смоченная водой, все высыпал в тряпочку, отжал и промыл небольшим количеством холодной воды (боялся, что селитра растворится). Высушил и перемолол, не сильно мелко – на глаз как мука, но пальцами чувствуются кристаллики. Получилось топливо со скоростью горения 2,4 мм/с.
Всё ли правильно я сделал?
Нормально ли всё получилось?
Делал так: раствор селитры в воде упаривал до тех пор, пока сверху не начала появляться плёнка; потом горячим процедил через х/б тряпочку и на балкон (+5 градусов), до балкона половина селитры уже выпала в осадок. Туда же выставил чистую воду и все причандалы, предварительно помытые. Через 2 часа получилась селитра слегка смоченная водой, все высыпал в тряпочку, отжал и промыл небольшим количеством холодной воды (боялся, что селитра растворится). Высушил и перемолол, не сильно мелко – на глаз как мука, но пальцами чувствуются кристаллики. Получилось топливо со скоростью горения 2,4 мм/с.
Всё ли правильно я сделал?
Нормально ли всё получилось?
"Всяк судит обо мне по-своему - Я же сам по себе; я есть то, что я есть" Омар Хайям
В основном всё правильно.
Лучше сразу брать поменьше воды, чтобы не нужно было упаривать, потому что чем больше воды, тем больше примесей попадает в продукт из воды, когда упариваешь (та самая накипь в чайнике). Воду брать кипячёную, в ней меньше солей. Лучше всего брать дистиллированную воду.
Охлаждать горячий раствор лучше помедленнее, тогда выпадают более крупные кристаллы, их легче отжать и промыть, они не успевают раствориться при промывке. Посудину с горячим раствором после фильтрования нагрей до растворения кристаллов, накрой крышкой, обмотай теплоизоляцией и оставь в комнате.
Сильно охлаждать не нужно, достаточно комнатной температуры. Промывную воду нужно охлаждать. Промывать один раз - полностью макая тряпичный кулёк с селитрой в воду на несколько секунд.
Если кристаллы крупнее 2-3 мм, то можно не промывать, а просто отжать, выложить на тряпку или газету и вытереть кристаллы.
Лучше сразу брать поменьше воды, чтобы не нужно было упаривать, потому что чем больше воды, тем больше примесей попадает в продукт из воды, когда упариваешь (та самая накипь в чайнике). Воду брать кипячёную, в ней меньше солей. Лучше всего брать дистиллированную воду.
Охлаждать горячий раствор лучше помедленнее, тогда выпадают более крупные кристаллы, их легче отжать и промыть, они не успевают раствориться при промывке. Посудину с горячим раствором после фильтрования нагрей до растворения кристаллов, накрой крышкой, обмотай теплоизоляцией и оставь в комнате.
Сильно охлаждать не нужно, достаточно комнатной температуры. Промывную воду нужно охлаждать. Промывать один раз - полностью макая тряпичный кулёк с селитрой в воду на несколько секунд.
Если кристаллы крупнее 2-3 мм, то можно не промывать, а просто отжать, выложить на тряпку или газету и вытереть кристаллы.
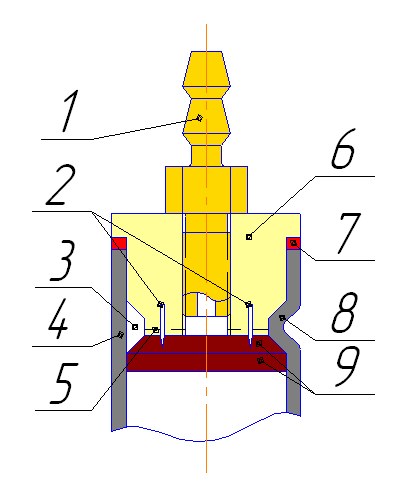
Более-менее оформилась идея насчет вакуумной формовки перетяжек.
1 - штуцер вакуумного насоса
2 - радиальная фиксация вакуумной матрицы 6 (игла швейная)
3 - вакуумная камера
4 - стенка корпуса двигателя до формовки (полиэтилен)
5 - вакуумные каналы (радиальные пропилы глубиной около миллиметра, вместо них можно использовать прокладку из мелкой металлической сетки)
6 - вакуумная матрица, фторопласт
7 - герметизирующая прокладка (резина, силиконовый формирователь прокладок)
8 - стенка корпуса двигателя после формовки (полиэтилен)
9 - паронитовые шайбы двигателя
1 - штуцер вакуумного насоса
2 - радиальная фиксация вакуумной матрицы 6 (игла швейная)
3 - вакуумная камера
4 - стенка корпуса двигателя до формовки (полиэтилен)
5 - вакуумные каналы (радиальные пропилы глубиной около миллиметра, вместо них можно использовать прокладку из мелкой металлической сетки)
6 - вакуумная матрица, фторопласт
7 - герметизирующая прокладка (резина, силиконовый формирователь прокладок)
8 - стенка корпуса двигателя после формовки (полиэтилен)
9 - паронитовые шайбы двигателя
Прикреплённые файлы:
Skype: a_schabanow
Наверно паронитовые шайбы нужно как-то герметизировать. У них ведь края не очень ровные, будут пропускать. Силикон?
Да, можно между двумя прокладками, под стеночку, выложить кольцевой валик силикона. Хотя я и насухую делал, ведь паронит в основе своей - резина, да и корпус эластичный, натяг на радиус около 0,5 мм. Не пропускает там ничего. Но совершенно определенно утверждать не могу - оба раза через полсекунды работы двигатель стрелял заглушкой.
Skype: a_schabanow
Я имею в виду герметизацию во время перетяжки. Хотя и во время работы двигателя тоже.
Не, ничего сосать не будет, уверен на все сто процентов - не тот перепад. Я говорил о работе движка.
Skype: a_schabanow
Решил провести регенерацию раствора хлорного железа, которым до сих пор травил платы - совсем слабый стал.
По рекомендации на этикетке вновь купленной порции порошка хлорного железа, вровень с выработанным раствором засыпал стальной черной стружки, которая минут через двадцать покрылась каким-то рыхлым красноватым слоем чего-то, как-будто меди. Жидкость слил, профильтровав через несколько слоев марли. После отстаивания в течение нескольких часов получился практически бесцветный, слегка мутноватый раствор с осадком бурого цвета на дне.
Томимый неясным предчувствием чего-то нехорошего, я опустил в "отрегенерированный" раствор кусочек фольгированного текстолита. Через пять часов "травления" медь даже не порозовела - осталась такой же блестящей, как и до погружения. Другими словами, полученная после "регенерации" жидкость по своей химической активности стала очень сильно напоминать обыкновенную воду.
Вопрос: что могло послужить причиной такого эффекта? Машинное масло на стружке, ржавчина? Или все это вообще туфта?
По рекомендации на этикетке вновь купленной порции порошка хлорного железа, вровень с выработанным раствором засыпал стальной черной стружки, которая минут через двадцать покрылась каким-то рыхлым красноватым слоем чего-то, как-будто меди. Жидкость слил, профильтровав через несколько слоев марли. После отстаивания в течение нескольких часов получился практически бесцветный, слегка мутноватый раствор с осадком бурого цвета на дне.
Томимый неясным предчувствием чего-то нехорошего, я опустил в "отрегенерированный" раствор кусочек фольгированного текстолита. Через пять часов "травления" медь даже не порозовела - осталась такой же блестящей, как и до погружения. Другими словами, полученная после "регенерации" жидкость по своей химической активности стала очень сильно напоминать обыкновенную воду.
Вопрос: что могло послужить причиной такого эффекта? Машинное масло на стружке, ржавчина? Или все это вообще туфта?
Skype: a_schabanow
Это сообщение редактировалось 14.03.2008 в 22:32
Реклама Google — средство выживания форумов :)
Литьевые полимеры и формовочные - очень интересные
Copyright © Balancer 1997..2018
Создано 08.11.2007
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 08.11.2007
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
