-
![[image]](https://www.balancer.ru/cache/sites/s/a/savepic.net/128x128-crop/2355256m.jpg)
Орудие 8 дюймовое обр. 1867 года 1:25.4
на станке Скотта, для броненосной батареи Кремль.Теги:
 const314
const314

Собственно, все в названии - модель 8-дюймовой пушки образца 1867 года, на низком станке Скотта. Масштаб 1:25.4. Стояли, как минимум, на броненосной батарее Кремль. (Хотя на ней, наверное, все образцы орудий стояли в свое время ") )
Как и планировал - отпуск до января. Уже несколько дней дома - и представляю результат.
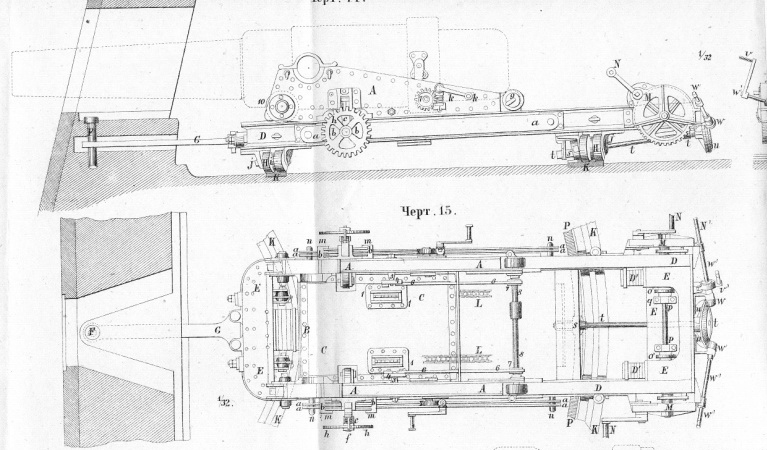
На картинке то что было в оригинале.
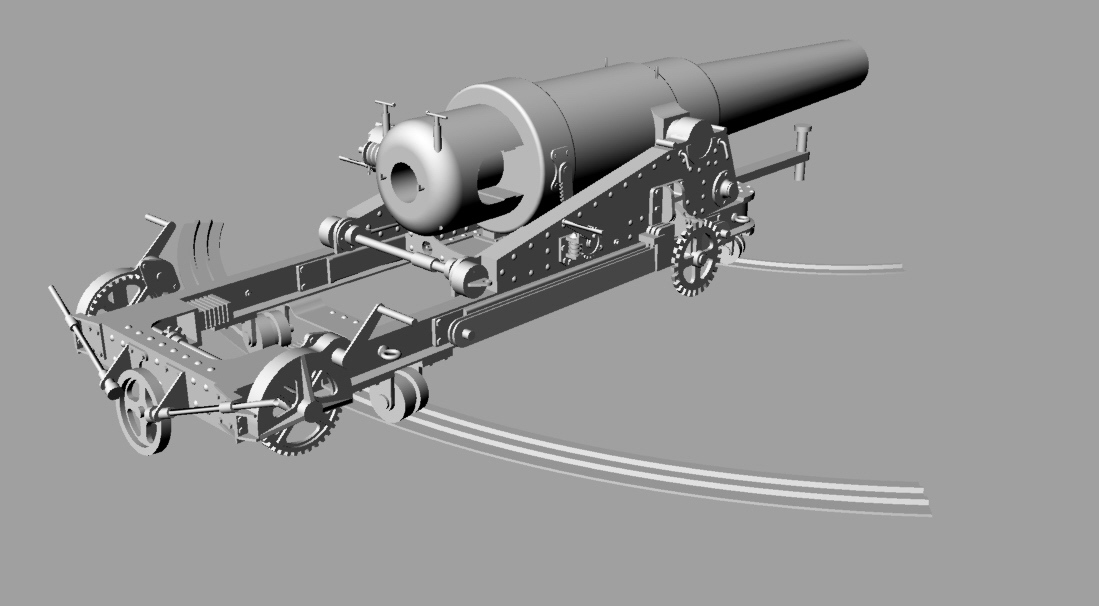
Для начала построил 3Д модель. Не для того, чтобы "красиво", а для того, чтобы восстановить чертеж и уяснить все размеры и расположение точек для сверления. Поэтому обозначены не все зубцы шестерен, не сглажены поверхности и прочее.
)
Как и планировал - отпуск до января. Уже несколько дней дома - и представляю результат.
На картинке то что было в оригинале.
Для начала построил 3Д модель. Не для того, чтобы "красиво", а для того, чтобы восстановить чертеж и уяснить все размеры и расположение точек для сверления. Поэтому обозначены не все зубцы шестерен, не сглажены поверхности и прочее.
)
Как и планировал - отпуск до января. Уже несколько дней дома - и представляю результат.
На картинке то что было в оригинале.
Для начала построил 3Д модель. Не для того, чтобы "красиво", а для того, чтобы восстановить чертеж и уяснить все размеры и расположение точек для сверления. Поэтому обозначены не все зубцы шестерен, не сглажены поверхности и прочее.


Это сообщение редактировалось 09.12.2011 в 17:01
 инфо
инфо инструменты
инструменты
еще пара 3Д-видов
Прикреплённые файлы:


начал со ствола - 3 части ствола на токарном + "колечко" с цапфами. Последнее выпило много кровушки, получилось лишь со второй попытки и под него пришлрось слегка передалать приспособы для токарнокго станка. Ниже пара фоток.


колечко хитрое, две перпендикулярных оси - а толстой круглой заготовки у меня не было - пришлось из пластины выпиливать и ось вращения приделывать отдельно. На фото ниже видна заготовка для второго колечка с цапфами для подъемных дуг - чтобы был понятен смысл технологии.


ну и то что готово на сегодняшний день - окончательно еще не полировано..
забыл линейку приложить для масштаба, поэтому параметры напишу здесь
длина ствола 175 мм (все же хорошо иметь масштаб 1дюйм = 1мм !) , вес 540 грамм
забыл линейку приложить для масштаба, поэтому параметры напишу здесь
длина ствола 175 мм (все же хорошо иметь масштаб 1дюйм = 1мм !) , вес 540 грамм
Прикреплённые файлы:

Это сообщение редактировалось 09.12.2011 в 17:09
 Yevgeniy
Yevgeniy

Очень радующая глаз работа!!
Прошу прощения за ламерский вопрос - но он давно не дает мне покоя.
Как изготавливались в реале орудия того периода, в частности модель которых изготовлена Вами? Они "точились" или отливались сразу в нужной форме?
Зачем спрашиваю: сейчас пытаюсь отлить в гипсовой форме якоря, думаю может еще когда пригодится навык")
Прошу прощения за ламерский вопрос - но он давно не дает мне покоя.
Как изготавливались в реале орудия того периода, в частности модель которых изготовлена Вами? Они "точились" или отливались сразу в нужной форме?
Зачем спрашиваю: сейчас пытаюсь отлить в гипсовой форме якоря, думаю может еще когда пригодится навык


Yevgeniy> Как изготавливались в реале орудия того периода, в частности модель которых изготовлена Вами? Они "точились" или отливались сразу в нужной форме?
В этот период пушки уже вытачивались. Сначала, конечно, отливали близкое по форме, а затем обтачивали под нужные размеры. Более сложные механизмы - более сложные технологии. Хочешь точности, значит надо точить и шлифовать. А орудия этого типа - кольцевые (или как официально по-русски?). Ствол отливался вместе с замком и обтачивался внутри и снаружи до точного размера. Затем насаживали горячие усилительные кольца в казенной части - штук по 6-10 в ряду. Несколько рядов могло быть - в зависимости от калибра и веса заряда. (Такие стволы и выглядят как вложенные друг в друга трубки). Кольца, охлаждаясь, обжимали плотно ствол, что давало постояные пред-напряжения в металле. Последнее позитивно сказывается на крепости и живучести ствола, и баллистике.
В этот период пушки уже вытачивались. Сначала, конечно, отливали близкое по форме, а затем обтачивали под нужные размеры. Более сложные механизмы - более сложные технологии. Хочешь точности, значит надо точить и шлифовать. А орудия этого типа - кольцевые (или как официально по-русски?). Ствол отливался вместе с замком и обтачивался внутри и снаружи до точного размера. Затем насаживали горячие усилительные кольца в казенной части - штук по 6-10 в ряду. Несколько рядов могло быть - в зависимости от калибра и веса заряда. (Такие стволы и выглядят как вложенные друг в друга трубки). Кольца, охлаждаясь, обжимали плотно ствол, что давало постояные пред-напряжения в металле. Последнее позитивно сказывается на крепости и живучести ствола, и баллистике.
 varban
varban

const314> А орудия этого типа - кольцевые (или как официально по-русски?).
Скрепленный ствол.
Скрепленный ствол.

varban> Скрепленный ствол.
но способов скрепления то много, а как именно в литературе кольцевые называются.. или типа скрпеленный кольцами (тогда нужно добавить еще "на горячую", наверное, т.к. было и холодное скрепление)
но способов скрепления то много, а как именно в литературе кольцевые называются.. или типа скрпеленный кольцами (тогда нужно добавить еще "на горячую", наверное, т.к. было и холодное скрепление)

кстати, требуется совет - как сделать нарезы в таком масштабе. Без нарезов 8 мм выглядят как-то неправильно.. но как их делать? в стволе, да еще с поворотом - похоже придется делать специальный резец двух сторонний на длинной ножке - и делать приспособу чтобы и продольная подача была и поворот.. вот только опасаюсь что такой резец не симметрично канавки сделает.
Есть ли опыт по этому вопросу?
Есть ли опыт по этому вопросу?
 boris2005
boris2005

const314> Есть ли опыт по этому вопросу?
Абсолютно варварский способ,но работающий.В армии баловались мелкашками и ствол нарезали сверлом.5,6мм при отверстии 5,4,просто тупо проколачивали молотком насквозь .И ведь работало По секрету.
По секрету.
Да, а реальные нарезы делаются протяжкой,если это поможет.
Абсолютно варварский способ,но работающий.В армии баловались мелкашками и ствол нарезали сверлом.5,6мм при отверстии 5,4,просто тупо проколачивали молотком насквозь .И ведь работало
По секрету. Да, а реальные нарезы делаются протяжкой,если это поможет.

 Алексей Логинов
Алексей Логинов

const314>> Есть ли опыт по этому вопросу?
Для этого используется метчик у которого удаляются каждый второй и третий зуб на каждом гребне, но сохраняется линия.
Для этого используется метчик у которого удаляются каждый второй и третий зуб на каждом гребне, но сохраняется линия.
А.Л.> Для этого используется метчик у которого удаляются каждый второй и третий зуб на каждом гребне, но сохраняется линия.
в смысле? если просто удалить зубья, то шаг все равно останется - а он очень крутой для реальной нарезки.
PS мысль в голову пришла - найти стальную шестеренку и подточить зубки ей под нужный размер. У меня просто совсем нет инструментов чтобы самому делать из стали резцы нужной формы. С шестеренкой мысль кажется здравой - у моей пушки должно быть 30 нарезов глубиной 0.1 мм и шириной 0.5 мм.. параметры наклона нарезов сейчас ищу. Т.е. нужно просто процарапать полированную поверхность, но ровно.
PPS вот нашел - длина хода нарезов, 70 калибров - это значит что "шаг" нареза в моем случае (масштба 1\25.4) будет 70*8 = 560 мм, и угол наклона нареза = 2.56 градуса.
в смысле? если просто удалить зубья, то шаг все равно останется - а он очень крутой для реальной нарезки.
PS мысль в голову пришла - найти стальную шестеренку и подточить зубки ей под нужный размер. У меня просто совсем нет инструментов чтобы самому делать из стали резцы нужной формы. С шестеренкой мысль кажется здравой - у моей пушки должно быть 30 нарезов глубиной 0.1 мм и шириной 0.5 мм.. параметры наклона нарезов сейчас ищу. Т.е. нужно просто процарапать полированную поверхность, но ровно.
PPS вот нашел - длина хода нарезов, 70 калибров - это значит что "шаг" нареза в моем случае (масштба 1\25.4) будет 70*8 = 560 мм, и угол наклона нареза = 2.56 градуса.
Это сообщение редактировалось 09.12.2011 в 20:49
Протяжка,только протяжка.Длинный стержень диаметром на 0,3-0,4 меньше калибра,поперечное отверстие и в нем закреплен двухсторонний резец дающий размеры нареза.А потом....тянем-потянем,получаем сразу две канавки и так 16 раз,если 32 канавки надо.При заглублении 0,1 и ширине 0,5 больших сил не потребуется.Да,а протягивать надо с поворотом.
в том то и дело, что мне нечем и неизчего сделать резец. И потом 15 раз довернуть на нужный угол и не сбиться более чем 0.1-0.2 мм - нереально руками. Значит нужно делать полную механизацию с моторами.. ради одного нареза?

const314> в смысле?
Надо не крутить, а тянуть. Как протяжку.
Надо не крутить, а тянуть. Как протяжку.
const314> но способов скрепления то много, а как именно в литературе кольцевые называются..
Найду литературу, проверю, доложу
Найду литературу, проверю, доложу


А.Л.> Надо не крутить, а тянуть. Как протяжку.
тогда непонятно почему именно метчик - у него придется много стачивать
тогда непонятно почему именно метчик - у него придется много стачивать
А.Л.>> Надо не крутить, а тянуть. Как протяжку.
const314> тогда непонятно почему именно метчик - у него придется много стачивать
Потому что у него высокая твердость и есть уже готовые режущие элементы. Да и выкинуть потом не жалко.
const314> тогда непонятно почему именно метчик - у него придется много стачивать
Потому что у него высокая твердость и есть уже готовые режущие элементы. Да и выкинуть потом не жалко.

Возможно что-то и по малым диаметрам найдется.
Всё равно элементарное приспособление для поворота инструмента придётся делать.
Протяжки для обработки отверстий | Д.К. Маргулис, М.М. Тверской, В.Н. Ашихмин | pdf | 1986 скачать книгу бесплатно без регистрации
// bankknig.com
Нарезной ствол
Нарезные стволы появились более 600 лет назад, но, как ни странно, очень многие принципы, которые понимали оружейники средневековья, актуальны и сейчас. Изменились технологии, появились новые методы контроля, новые стали, но
// fastmarksman.ru
Всё равно элементарное приспособление для поворота инструмента придётся делать.
Протяжки для обработки отверстий | Д.К. Маргулис, М.М. Тверской, В.Н. Ашихмин | pdf | 1986 скачать книгу бесплатно - Банк Книг
Протяжки для обработки отверстий | Д.К. Маргулис, М.М. Тверской, В.Н. Ашихмин | pdf | 1986 скачать книгу бесплатно без регистрации
// bankknig.com
Нарезной ствол
Изготовление нарезного ствола
Нарезные стволы появились более 600 лет назад, но, как ни странно, очень многие принципы, которые понимали оружейники средневековья, актуальны и сейчас. Изменились технологии, появились новые методы контроля, новые стали, но
// fastmarksman.ru
Это сообщение редактировалось 10.12.2011 в 05:37
 GriLuk
GriLuk

const314> У меня просто совсем нет инструментов чтобы самому делать из стали резцы нужной формы
Зато есть токарный станок, проксоновская бормашинка и, думаю, найдутся отрезные диски к машинке чтобы сделать стальной пуансон
Зато есть токарный станок, проксоновская бормашинка и, думаю, найдутся отрезные диски к машинке чтобы сделать стальной пуансон
Протягивать можно задней бабкой при полностью свободном шпинделе.Надо только сообразить поворот оного при движении протяжки.
спасибо всем откликнувшимся!!!!!!!!!!!!!
наверное нужно уже остановиться. Т.к. идея того, чтобы сделать протяжку с резцом - приходит в голову каждому и сразу, и я ее и озвучил в в вопросе, сказав что ее считаю осуществить нереальным или трудным в моих условиях. 1) двузубую протяжку будет практически нереально позиционировать и доворачивать точно все 15 раз !!! 2) делать стальной пуансон на 30 зубов с углублением 0.1 и шагом 0.5-0.2 - да еще отрезными дисками - это шутка?
это же модель, а не реальный ствол - все размеры доли миллиметра
наверное нужно уже остановиться. Т.к. идея того, чтобы сделать протяжку с резцом - приходит в голову каждому и сразу, и я ее и озвучил в в вопросе, сказав что ее считаю осуществить нереальным или трудным в моих условиях. 1) двузубую протяжку будет практически нереально позиционировать и доворачивать точно все 15 раз !!! 2) делать стальной пуансон на 30 зубов с углублением 0.1 и шагом 0.5-0.2 - да еще отрезными дисками - это шутка?
это же модель, а не реальный ствол - все размеры доли миллиметра
Copyright © Balancer 1997..2021
Создано 09.12.2011
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 09.12.2011
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
