 Alex 129
Alex 129

 инфо
инфо инструменты
инструменты
 Monya
Monya



 Bredonosec
Bredonosec

 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
![[image]](https://www.balancer.ru/cache/uploads/images/1247/128x128-crop/1247586-300px-sukhoi_su-30_inflight.jpg)
Технологии авиационной промышленности
меряемся опытом и знаниямиТеги:
Сообщение было перенесено из темы Вопрос к знатокам.
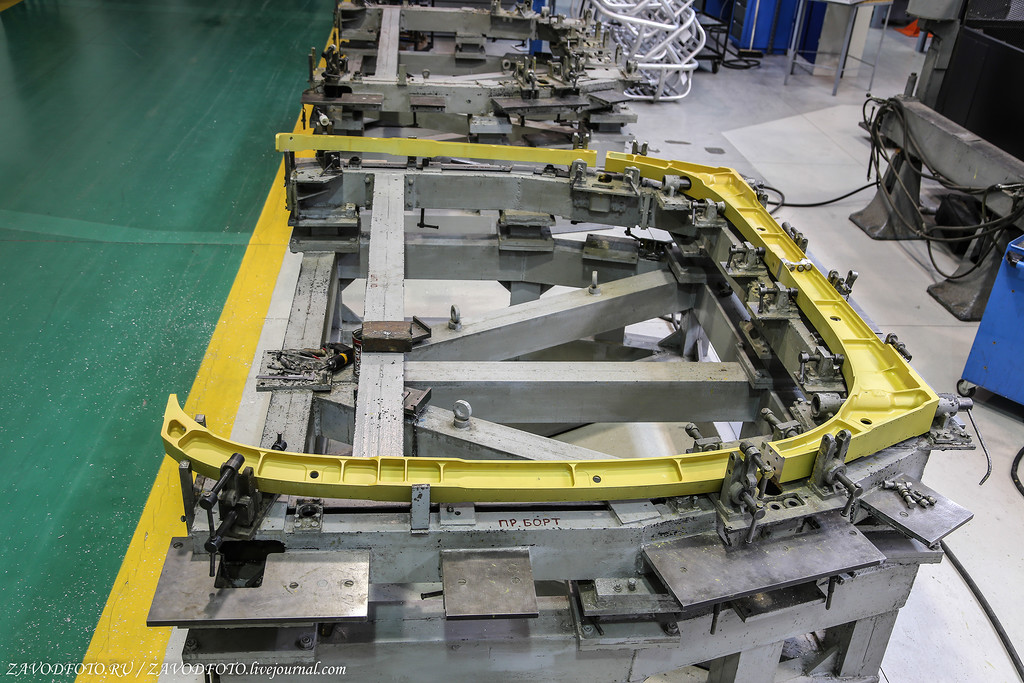
Как изготавливают эти шпангоуты - литьем под давлением?
.

.
Как в Казани делают лучшие в мире вертолёты.
Когда заходит речь о наших вертолётах, то, наверное, чаще всего мы вспоминаем именно вертолёты семейства Ми-8/17. Они универсальны, по своим лётно-техническим… // zavodfoto.livejournal.com
Прикреплённые файлы:


A.1.> Как изготавливают эти шпангоуты - литьем по давлением?
Я когда на Металлурге работал, там в кузнечном 51-ом цеху были выставлены образцы продукции, в том числе полученные прессовкой шпангоуты от МиГ-29, ещё каких-то самолётов и вертолётов.
Я когда на Металлурге работал, там в кузнечном 51-ом цеху были выставлены образцы продукции, в том числе полученные прессовкой шпангоуты от МиГ-29, ещё каких-то самолётов и вертолётов.



A.1.> Как изготавливают эти шпангоуты - литьем под давлением?
A.1.> http://...
Скорее фрезерованием, сначала из листа, затем делают выборку и отверстия, возможно все на одном автомате.
A.1.> http://...
Скорее фрезерованием, сначала из листа, затем делают выборку и отверстия, возможно все на одном автомате.


m.0.> Скорее фрезерованием, сначала из листа, затем делают выборку и отверстия, возможно все на одном автомате.
Скорее сначала литье под давлением, а потом уже мехобработка. Очень уж этот элемент на технологию литья намекает
Скорее сначала литье под давлением, а потом уже мехобработка. Очень уж этот элемент на технологию литья намекает
Прикреплённые файлы:
m.0.>> Скорее фрезерованием, сначала из листа, затем делают выборку и отверстия, возможно все на одном автомате.
Monya> Скорее сначала литье под давлением, а потом уже мехобработка. Очень уж этот элемент на технологию литья намекает
На силовых элементах, коими являются представленные на фото фрагменты шпангоутов, литье практически не используется. Поковка (штамповка) из чего-то типа АК(с цифрами), затем либо механическая, либо химическая фрезеровка с доработкой. Алюминиевое литье используют на неответственных или заведомо переразмеренных из конструктивных соображений элементах типа барабанов колес шасси, и в некоторых кронштейнах и качалках.
Monya> Скорее сначала литье под давлением, а потом уже мехобработка. Очень уж этот элемент на технологию литья намекает
На силовых элементах, коими являются представленные на фото фрагменты шпангоутов, литье практически не используется. Поковка (штамповка) из чего-то типа АК(с цифрами), затем либо механическая, либо химическая фрезеровка с доработкой. Алюминиевое литье используют на неответственных или заведомо переразмеренных из конструктивных соображений элементах типа барабанов колес шасси, и в некоторых кронштейнах и качалках.
DustyFox> На силовых элементах, коими являются представленные на фото фрагменты шпангоутов, литье практически не используется. Поковка (штамповка) из чего-то типа АК(с цифрами), затем либо механическая, либо химическая фрезеровка с доработкой. Алюминиевое литье используют на неответственных или заведомо переразмеренных из конструктивных соображений элементах типа барабанов колес шасси, и в некоторых кронштейнах и качалках.
Прессовку и литье под давлением все-же используют. ВНИИ авиационныых материалов Правда в своей методичке называет это "жидкой штамповкой" но это что-то среднее между литьем и щтамповкой/поковкой:
"Технологию жидкой штамповки можно рассматривать, с одной стороны, как технологию литья под давлением, с другой — как процесс горячей штамповки в закрытых штампах. Металл заливается в штамп в жидком состоянии, а окончательное формообразование (штамповка) детали происходит в момент, когда металл находится в полужидком состоянии, а затем в твердом. Это позволяет получать заготовки с высокой плотностью металла и с повышенными механическими свойствами."
Вот оттуда:
Хотя возможна и штамповка, но уж больно размер детали великоват. Пресс монструозный нужен.
Прессовку и литье под давлением все-же используют. ВНИИ авиационныых материалов Правда в своей методичке называет это "жидкой штамповкой" но это что-то среднее между литьем и щтамповкой/поковкой:
"Технологию жидкой штамповки можно рассматривать, с одной стороны, как технологию литья под давлением, с другой — как процесс горячей штамповки в закрытых штампах. Металл заливается в штамп в жидком состоянии, а окончательное формообразование (штамповка) детали происходит в момент, когда металл находится в полужидком состоянии, а затем в твердом. Это позволяет получать заготовки с высокой плотностью металла и с повышенными механическими свойствами."
Вот оттуда:
В-1461-Т1 – высокопрочный (σв≥540–560 МПа) коррозионно-
стойкий свариваемый сплав системы Al–Cu–Li–Mg–Zn понижен-
ной плотности (d=2,63 г/см3) с повышенными характеристика-
ми вязкости разрушения: на плитах толщиной 40–80 мм – K1c≥46
МПа√м, с температурой эксплуатации − до 150°С. Освоены произ-
водство листов, плит, прессованных профилей и панелей; техноло-
гии сварки − ААрДЭС, ЭЛС, ЛС, СТП. Рекомендуется для элементов
обшивки и силового набора планера.
Сплавы этой системы и многоступенчатые режимы термомеха-
нической обработки перспективны для создания высокопрочных
(σв≥550 МПа) алюминийлитиевых сплавов с высокой вязкостью
разрушения.
В-1469-Т1 – высокопрочный высокомодульный (σв≥580–600 МПа,
σ0,2≥540–560 МПа, δ≥8%, Е=78–80 ГПа) коррозионностойкий
(σкр=400 МПа) свариваемый (σв.св/σв>0,7) сплав пониженной плот-
ности (d=2,67 г/см3) системы Al–Cu–Li–Mg с добавками Sc и Ag.
Технологичен при литье и обработке давлением, что позволяет полу-
чать из него все виды полуфабрикатов, в том числе листы холодной
рулонной прокаткой. Освоено промышленное производство листов,
плит, прессованных профилей. Рекомендуется для элементов планера,
работающих на сжатие длительно во всеклиматических условиях до
температур 150°С (лонжероны, балки и другие детали фюзеляжа).
1441-Т1 – среднепрочный высокоресурсный алюминийлитие-
вый сплав системы Al–Li–Mg–Cu (σв≥410 МПа, d=2,59 г/см3, СРТУ:
dl/dN=1,4 мм/кцикл при ΔΚ=31 МПа√м). Технологичен при обра-
ботке давлением, что позволяет получать из него холодной ру-
лонной прокаткой плакированные и неплакированные листы тол-
щиной до 0,3 мм. Освоено производство листов, плит, прессован-
ных профилей и панелей. Рекомендуется для обшивки фюзеляжа
и внутреннего силового набора. Применен в качестве обшивочных
листов для самолетов Бе-200, Бе-103.
Хотя возможна и штамповка, но уж больно размер детали великоват. Пресс монструозный нужен.
Это сообщение редактировалось 22.10.2016 в 23:28
DustyFox>> На силовых элементах, коими являются представленные на фото фрагменты шпангоутов, литье практически не используется.
Monya> Прессовку и литье под давлением все-же используют.
Так я и не спорю!)) Используют все доступные технологии, приносящие результат! Просто из контекста подумалось, что имелось в виду в том конкретном случае - льют, а затем фрезеруют. Литейные алюминиевые сплавы типа АЛ(с цифрами) не очень подходят для силовых узлов самолета. Понятно, что существуют сплавы с промежуточными свойствами, а не только типа АЛ и АК, но всю номенклатуру применяемую в авиапроме рассматривать тут, смысла, полагаю, не много!)))) Вообще стараются фрезеровать как можно меньше, бо процесс достаточно дорогостоящий и не идущий на пользу конечным характеристикам изделия. Кроме того существующая(существовавшая?) номенклатура уникального кузнечно-прессового оборудования на КуАЗ/АВИАКОР, позволяет(позволяла?) обрабатывать весьма габаритные детали.
Monya> Прессовку и литье под давлением все-же используют.
Так я и не спорю!)) Используют все доступные технологии, приносящие результат! Просто из контекста подумалось, что имелось в виду в том конкретном случае - льют, а затем фрезеруют. Литейные алюминиевые сплавы типа АЛ(с цифрами) не очень подходят для силовых узлов самолета. Понятно, что существуют сплавы с промежуточными свойствами, а не только типа АЛ и АК, но всю номенклатуру применяемую в авиапроме рассматривать тут, смысла, полагаю, не много!)))) Вообще стараются фрезеровать как можно меньше, бо процесс достаточно дорогостоящий и не идущий на пользу конечным характеристикам изделия. Кроме того существующая(существовавшая?) номенклатура уникального кузнечно-прессового оборудования на КуАЗ/АВИАКОР, позволяет(позволяла?) обрабатывать весьма габаритные детали.
Monya>> ... стараются фрезеровать как можно меньше, бо процесс ... не идущий на пользу конечным характеристикам изделия.
А что при этом конкретно имелось в виду?
А что при этом конкретно имелось в виду?
Monya>>> ... стараются фрезеровать как можно меньше, бо процесс ... не идущий на пользу конечным характеристикам изделия.
m.0.> А что при этом конкретно имелось в виду?
Перерезаются "волокна" металла.
m.0.> А что при этом конкретно имелось в виду?
Перерезаются "волокна" металла.
DustyFox> Перерезаются "волокна" металла.
Насколько я видел, шпангоуты из под пресса выглядят как тяжеловесные заготовки, просто нуждающиеся в мехобработке.
Кстати, товарищи, до сих пор работающие на Металлурге, говорят, что сейчас в цеху штабелями лежат заготовки для вертолётных винтов.
Насколько я видел, шпангоуты из под пресса выглядят как тяжеловесные заготовки, просто нуждающиеся в мехобработке.
Кстати, товарищи, до сих пор работающие на Металлурге, говорят, что сейчас в цеху штабелями лежат заготовки для вертолётных винтов.

DustyFox> Перерезаются "волокна" металла.
мож речь шла об ударных нагрузках, дающих трещинообразование?
мож речь шла об ударных нагрузках, дающих трещинообразование?
DustyFox>> Перерезаются "волокна" металла.
dmirg78> Насколько я видел, шпангоуты из под пресса выглядят как тяжеловесные заготовки, просто нуждающиеся в мехобработке.
Именно так. "Волокна" при штамповке формируются в близкую к готовой детали структуру. Последующая мехобработка затрагивает, в основном, поверхностный слой металла. Если же фрезеровать из листа... очень грубый пример - представьте табурет целиком выфрезерованный из огромного куска фанеры. Сидеть можно, но уже просто подвинуть - проблематично.
dmirg78> Кстати, товарищи, до сих пор работающие на Металлурге, говорят, что сейчас в цеху штабелями лежат заготовки для вертолётных винтов.
Здорово, кроме шуток! Помню период, когда на Металлурге только лист для пивных банок катали... То, как КуАЗ/АВИАКОР убили - еще ждет своего осмысления и "награждения".
ПС Парни! Я совсем не Великий Технолог, и знания мои почерпнуты из вузовского курса "Обработка металлов" непрофильного факультета, и опыта на АВИАКОРе, до его развала. Еще мои технологи потом немного просвещали. Т.ч. на истину в последней инстанции мои слова никак не претендуют!
dmirg78> Насколько я видел, шпангоуты из под пресса выглядят как тяжеловесные заготовки, просто нуждающиеся в мехобработке.
Именно так. "Волокна" при штамповке формируются в близкую к готовой детали структуру. Последующая мехобработка затрагивает, в основном, поверхностный слой металла. Если же фрезеровать из листа... очень грубый пример - представьте табурет целиком выфрезерованный из огромного куска фанеры. Сидеть можно, но уже просто подвинуть - проблематично.
dmirg78> Кстати, товарищи, до сих пор работающие на Металлурге, говорят, что сейчас в цеху штабелями лежат заготовки для вертолётных винтов.
Здорово, кроме шуток! Помню период, когда на Металлурге только лист для пивных банок катали... То, как КуАЗ/АВИАКОР убили - еще ждет своего осмысления и "награждения".
ПС Парни! Я совсем не Великий Технолог, и знания мои почерпнуты из вузовского курса "Обработка металлов" непрофильного факультета, и опыта на АВИАКОРе, до его развала. Еще мои технологи потом немного просвещали. Т.ч. на истину в последней инстанции мои слова никак не претендуют!
DustyFox> ПС Парни! Я совсем не Великий Технолог, и знания мои почерпнуты из вузовского курса "Обработка металлов" непрофильного факультета, и опыта на АВИАКОРе, до его развала. Еще мои технологи потом немного просвещали. Т.ч. на истину в последней инстанции мои слова никак не претендуют!
Ну так нормально. Это ж обсуждение, насколько я понимаю. Я так тоже на истину в последней инстанции не прендую.
Ну так нормально. Это ж обсуждение, насколько я понимаю. Я так тоже на истину в последней инстанции не прендую.
DustyFox> Т.ч. на истину в последней инстанции мои слова никак не претендуют! 
Меня на выставке в полузакрытой выставке в Сетуни в 1985-м поразили фрезерованные панели Су-27.
Поразила разница в технологиях с судостроением, мы рёбра жесткости варим к листу, а там из куска металла фрезеровался лист с РЖ.
Не штамповался.
Насколько замечаю сейчас в статьях - так сейчас делают везде (может, почти везде, не знаю).
Меня на выставке в полузакрытой выставке в Сетуни в 1985-м поразили фрезерованные панели Су-27.
Поразила разница в технологиях с судостроением, мы рёбра жесткости варим к листу, а там из куска металла фрезеровался лист с РЖ.
Не штамповался.
Насколько замечаю сейчас в статьях - так сейчас делают везде (может, почти везде, не знаю).

DustyFox>> Т.ч. на истину в последней инстанции мои слова никак не претендуют!
sam7> Меня на выставке в полузакрытой выставке в Сетуни в 1985-м поразили фрезерованные панели Су-27.
sam7> Поразила разница в технологиях с судостроением, мы рёбра жесткости варим к листу, а там из куска металла фрезеровался лист с РЖ.
sam7> Не штамповался.
Технологически такие панели в авиации делают самыми разными способами: сборные, когда к панели обшивки приклепывают/приклеивают/иногда приваривают(если панель из нержавейки) РЖ; горячая штамповка, с последующей мехобработкой на фрезерных станках; фрезеровка из отливки(ПМСМ самый бестолковый метод); есть еще химфрезеровка. Конкретное использование технологических методов обработки зависит от назначения узла, завода (какими технологиями владеет), и даже от традиций фирмы!)) Туполевцы, к примеру, любили использовать штампованные панели, а на машинах делавшихся на нашем КуАЗ широко использовали химфрезерование.
sam7> Меня на выставке в полузакрытой выставке в Сетуни в 1985-м поразили фрезерованные панели Су-27.
sam7> Поразила разница в технологиях с судостроением, мы рёбра жесткости варим к листу, а там из куска металла фрезеровался лист с РЖ.
sam7> Не штамповался.
Технологически такие панели в авиации делают самыми разными способами: сборные, когда к панели обшивки приклепывают/приклеивают/иногда приваривают(если панель из нержавейки) РЖ; горячая штамповка, с последующей мехобработкой на фрезерных станках; фрезеровка из отливки(ПМСМ самый бестолковый метод); есть еще химфрезеровка. Конкретное использование технологических методов обработки зависит от назначения узла, завода (какими технологиями владеет), и даже от традиций фирмы!)) Туполевцы, к примеру, любили использовать штампованные панели, а на машинах делавшихся на нашем КуАЗ широко использовали химфрезерование.
sam7>> Меня на выставке в полузакрытой выставке в Сетуни в 1985-м поразили фрезерованные панели Су-27.
sam7>> Поразила разница в технологиях с судостроением, мы рёбра жесткости варим к листу, а там из куска металла фрезеровался лист с РЖ.
sam7>> Не штамповался.
DustyFox> Технологически такие панели в авиации делают самыми разными способами:
Я сказал о конкретном методе - фрезеровке из массива.
sam7>> Поразила разница в технологиях с судостроением, мы рёбра жесткости варим к листу, а там из куска металла фрезеровался лист с РЖ.
sam7>> Не штамповался.
DustyFox> Технологически такие панели в авиации делают самыми разными способами:
Я сказал о конкретном методе - фрезеровке из массива.
DustyFox>> Технологически такие панели в авиации делают самыми разными способами:
sam7> Я сказал о конкретном методе - фрезеровке из массива.
Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки. Перевод высококачественных материалов в стружку самым затратным, с финансовой точки зрения и затрат времени, способом. Горячая штамповка крупногабаритных панелей - хайтек еще тот, на самом деле, так же как и химфрезерование. Далеко не все производства даже в Союзе имели соответствующий станочный парк и оснащение. К нам на завод вроде Руслановские панели в химцех возили, и другой крупногабарит чуть не со всего СССР. А из листа сороковки/шестидесятки Д16 или В95 и вчерашний ПТУшник панель на фрезерном выскребет, пусть и под контролем.
sam7> Я сказал о конкретном методе - фрезеровке из массива.
Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки. Перевод высококачественных материалов в стружку самым затратным, с финансовой точки зрения и затрат времени, способом. Горячая штамповка крупногабаритных панелей - хайтек еще тот, на самом деле, так же как и химфрезерование. Далеко не все производства даже в Союзе имели соответствующий станочный парк и оснащение. К нам на завод вроде Руслановские панели в химцех возили, и другой крупногабарит чуть не со всего СССР. А из листа сороковки/шестидесятки Д16 или В95 и вчерашний ПТУшник панель на фрезерном выскребет, пусть и под контролем.
sam7>> Я сказал о конкретном методе - фрезеровке из массива.
DustyFox> Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки. Перевод высококачественных материалов в стружку самым затратным, с финансовой точки зрения и затрат времени, способом.
Именно потому, что он явно выглядит бестолковым означает, что что-то не знаем.
Это используется массово, насколько читал.
Есть причины.
DustyFox> Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки. Перевод высококачественных материалов в стружку самым затратным, с финансовой точки зрения и затрат времени, способом.
Именно потому, что он явно выглядит бестолковым означает, что что-то не знаем.
Это используется массово, насколько читал.
Есть причины.
sam7>> Я сказал о конкретном методе - фрезеровке из массива.
DustyFox> Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки. Перевод высококачественных материалов в стружку самым затратным, с финансовой точки зрения и затрат времени, способом...
Иногда просто нет другого способа изготовить сложный корпус, например гибридной СВЧ микросборки на приличную мощность. Поэтому и приходится из листа люминия\титана толщиной 20 мм и длиной 300 мм убирать 90...95 % металла.
DustyFox> Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки. Перевод высококачественных материалов в стружку самым затратным, с финансовой точки зрения и затрат времени, способом...
Иногда просто нет другого способа изготовить сложный корпус, например гибридной СВЧ микросборки на приличную мощность. Поэтому и приходится из листа люминия\титана толщиной 20 мм и длиной 300 мм убирать 90...95 % металла.

sam7>>> Я сказал о конкретном методе - фрезеровке из массива.
DustyFox>> Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки. Перевод высококачественных материалов в стружку самым затратным, с финансовой точки зрения и затрат времени, способом.
sam7> Именно потому, что он явно выглядит бестолковым означает, что что-то не знаем.
sam7> Это используется массово, насколько читал.
Этот метод, с точки зрения организации техпроцесса, самый простой и незатратный. У тебя есть почти любой фрезерный станок, значит ты уже можешь делать фрезерованные панели. Долго и дорого, с не самым высоким качеством готового изделия, но можешь. Чтобы делать штампованные панели, тебе как минимум нужно хорошо развитое штамповочное производство, с соответствующими габаритам панелей печами и кузнечно-штамповочным парком. Плюс производство самих штампов, что хайтек еще больший, чем сами штампованные панели. Для химфрезерования... по сути полноценный химзавод внутри самолетостроительного завода, с ваннами огромных габаритов, и всеми прибамбасами, характерными для химзавода, типа отдельных очистных, своей ж/д ветки и т.д. Точно не помню(не моя была тема), но ЕМНИП ванны в цеху химфрезерования у нас были метров по 50-70, помнится за 100 м, но могу соврать. Плюс отдельный цех для анодирования/кадмирования и т.п.
sam7> Есть причины.
Думаю причина только в освоенности технологии на конкретном заводе. Нам еще в институте, на примере КуАЗ объясняли, что с чем едят, и о фрезеровании из цельного куска металла, говорили как о технологическом недоразумении. Абсолютно справедливо говорили.
DustyFox>> Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки. Перевод высококачественных материалов в стружку самым затратным, с финансовой точки зрения и затрат времени, способом.
sam7> Именно потому, что он явно выглядит бестолковым означает, что что-то не знаем.
sam7> Это используется массово, насколько читал.
Этот метод, с точки зрения организации техпроцесса, самый простой и незатратный. У тебя есть почти любой фрезерный станок, значит ты уже можешь делать фрезерованные панели. Долго и дорого, с не самым высоким качеством готового изделия, но можешь. Чтобы делать штампованные панели, тебе как минимум нужно хорошо развитое штамповочное производство, с соответствующими габаритам панелей печами и кузнечно-штамповочным парком. Плюс производство самих штампов, что хайтек еще больший, чем сами штампованные панели. Для химфрезерования... по сути полноценный химзавод внутри самолетостроительного завода, с ваннами огромных габаритов, и всеми прибамбасами, характерными для химзавода, типа отдельных очистных, своей ж/д ветки и т.д. Точно не помню(не моя была тема), но ЕМНИП ванны в цеху химфрезерования у нас были метров по 50-70, помнится за 100 м, но могу соврать. Плюс отдельный цех для анодирования/кадмирования и т.п.
sam7> Есть причины.
Думаю причина только в освоенности технологии на конкретном заводе. Нам еще в институте, на примере КуАЗ объясняли, что с чем едят, и о фрезеровании из цельного куска металла, говорили как о технологическом недоразумении. Абсолютно справедливо говорили.
sam7>>> Я сказал о конкретном методе - фрезеровке из массива.
DustyFox>> Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки.
m.0.> Иногда просто нет другого способа изготовить сложный корпус, например гибридной СВЧ микросборки на приличную мощность.
Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
DustyFox>> Я выше уже сказал - ПМСМ самый бестолковый метод мехобработки.
m.0.> Иногда просто нет другого способа изготовить сложный корпус, например гибридной СВЧ микросборки на приличную мощность.
Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
m.0.>> Иногда просто нет другого способа изготовить сложный корпус, например гибридной СВЧ микросборки на приличную мощность.
DustyFox> Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
Ошибаетесь, в серии ... цать лет. Если специально не косячить и делать регламент, убить ее сложно (но можно). Просто представляет собой двухстороннюю герметичную конструкцию, с выборкой металла с каждой стороны в нескольких изолированных секциях с высокой точностью с различными по глубине и размерам, в которые при монтаже утапливаются керамические подложки с элементами. Кстати, ширина ее порядка 100 мм. Ежели не ошибаюсь, это третий вариант конструкции той далекой ОКР.
Видел заготовку антенны в виде плоского сегмента, изготовленную из проката толщиной 30 мм и вписанную в 300х150 мм, внутри сегмента весь металл (кроме дна и стенок, 1,0 мм был выбран). Вот это конечно смотрелось не очень. Но другого способа не было. Так что увы, конструкции бывают самые причудливые.
DustyFox> Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
Ошибаетесь, в серии ... цать лет. Если специально не косячить и делать регламент, убить ее сложно (но можно). Просто представляет собой двухстороннюю герметичную конструкцию, с выборкой металла с каждой стороны в нескольких изолированных секциях с высокой точностью с различными по глубине и размерам, в которые при монтаже утапливаются керамические подложки с элементами. Кстати, ширина ее порядка 100 мм. Ежели не ошибаюсь, это третий вариант конструкции той далекой ОКР.
Видел заготовку антенны в виде плоского сегмента, изготовленную из проката толщиной 30 мм и вписанную в 300х150 мм, внутри сегмента весь металл (кроме дна и стенок, 1,0 мм был выбран). Вот это конечно смотрелось не очень. Но другого способа не было. Так что увы, конструкции бывают самые причудливые.
m.0.>>> Иногда просто нет другого способа изготовить сложный корпус, например гибридной СВЧ микросборки на приличную мощность.
DustyFox>> Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
m.0.> Ошибаетесь, в серии ... цать лет. Если специально не косячить и делать регламент, убить ее сложно (но можно). Просто представляет собой двухстороннюю герметичную конструкцию, с выборкой металла с каждой стороны в нескольких изолированных секциях с высокой точностью с различными по глубине и размерам
Значит в данном конкретном случае, исходя из конечных условий, требуется цельнофрезерованная железяка, всего лишь. Либо просто на отъе@ись - есть, работает, стоит не дорого - нехай и дальше такая же будет. Работает - не лезь!© Кроме того не знаю требования к материалу этой финтифлюшки, некоторые сплавы к штамповке относятся не очень хорошо, мягко говоря. Даже горячей.
У sam7 речь шла, как я понял, о панели КСС, а не радиоэлектронной финтифлюшки, а требования к панели обшивки, в части соблюдения геометрических размеров, предъявляются иные, нежели чем к элементу излучателя(?). Потому панель обшивки, шпангоута или лонжерона экономически целесообразнее делать штамповкой, а не выгрызать из куба метр на метр, на метр. Так что в чем именно я ошибся - так и не узрел!
m.0.> Так что увы, конструкции бывают самые причудливые.
И я именно об этом!
DustyFox>> Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
m.0.> Ошибаетесь, в серии ... цать лет. Если специально не косячить и делать регламент, убить ее сложно (но можно). Просто представляет собой двухстороннюю герметичную конструкцию, с выборкой металла с каждой стороны в нескольких изолированных секциях с высокой точностью с различными по глубине и размерам
Значит в данном конкретном случае, исходя из конечных условий, требуется цельнофрезерованная железяка, всего лишь. Либо просто на отъе@ись - есть, работает, стоит не дорого - нехай и дальше такая же будет. Работает - не лезь!© Кроме того не знаю требования к материалу этой финтифлюшки, некоторые сплавы к штамповке относятся не очень хорошо, мягко говоря. Даже горячей.
У sam7 речь шла, как я понял, о панели КСС, а не радиоэлектронной финтифлюшки, а требования к панели обшивки, в части соблюдения геометрических размеров, предъявляются иные, нежели чем к элементу излучателя(?). Потому панель обшивки, шпангоута или лонжерона экономически целесообразнее делать штамповкой, а не выгрызать из куба метр на метр, на метр. Так что в чем именно я ошибся - так и не узрел!
m.0.> Так что увы, конструкции бывают самые причудливые.
И я именно об этом!
DustyFox>> Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
m.0.> Ошибаетесь, в серии ... цать лет. Если специально не косячить и делать регламент, убить ее сложно (но можно).
Речь не о том, что сложно убить изделие. А о том,что трудозатраты с сегодняшней позиции,когда стоимость труда стала гораздо выше, откровенно непропорциональны. И масштабировать производство практически нереально: надо рисовать кучи новых цехов с новыми рабочими, это несерьезно.
То, что что-то там -дцать лет было в серии.. в малой серии, как понимаю, - не критерий.
сегодня для относительно небольших серий рассматривать можно было бы 3д принты, а для крупных - изменение конструкции.
Даже лет 15-20 назад еще вполне можно было рассматривать большие серии фрезерованных изделий (при фрезеровке на чпу)
Я старую нокию Н8 разбирал - там корпус из тонких фрезерованных панелей из дюраля. В области сухарей толщина порядка 7мм, в области полок - порядка 2мм, местами пол-мм, а местами и вовсе выбрано.. В более современных трубках такого уже не найти. Только коробчатые конструкции из тонкой нержавейки или штамповки из алюминия..
m.0.> Ошибаетесь, в серии ... цать лет. Если специально не косячить и делать регламент, убить ее сложно (но можно).
Речь не о том, что сложно убить изделие. А о том,что трудозатраты с сегодняшней позиции,когда стоимость труда стала гораздо выше, откровенно непропорциональны. И масштабировать производство практически нереально: надо рисовать кучи новых цехов с новыми рабочими, это несерьезно.
То, что что-то там -дцать лет было в серии.. в малой серии, как понимаю, - не критерий.
сегодня для относительно небольших серий рассматривать можно было бы 3д принты, а для крупных - изменение конструкции.
Даже лет 15-20 назад еще вполне можно было рассматривать большие серии фрезерованных изделий (при фрезеровке на чпу)
Я старую нокию Н8 разбирал - там корпус из тонких фрезерованных панелей из дюраля. В области сухарей толщина порядка 7мм, в области полок - порядка 2мм, местами пол-мм, а местами и вовсе выбрано.. В более современных трубках такого уже не найти. Только коробчатые конструкции из тонкой нержавейки или штамповки из алюминия..
 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
m.0.>>>> Иногда просто нет другого способа изготовить сложный корпус, например гибридной СВЧ микросборки на приличную мощность.
DustyFox> DustyFox>> Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
m.0.>> Ошибаетесь, в серии ... цать лет... Просто представляет собой двухстороннюю герметичную конструкцию, с выборкой металла с каждой стороны в нескольких изолированных секциях с высокой точностью с различными по глубине и размерам
DustyFox> Значит в данном конкретном случае, исходя из конечных условий, требуется цельнофрезерованная железяка, всего лишь...
Не, это как раз следствие требований к конструкции. И не конечных условий, а технического задания.
DustyFox>... Либо просто на отъе@ись - есть, работает, стоит не дорого - нехай и дальше такая же будет. Работает - не лезь!©
Вообще то обсуждаем авиационную технику, а не продукцию кроватной фабрики. И там такие бездоказательные понты не проходят. Поэтому, ежели кто из разработчиков или начальства такое себе позволит в своей работе, то при всем при том достаточно быстро окажется за воротами. Бо конечная продукция любого авиационного предприятия не болтовня, а серьезная аппаратура, да и заказчик мозги поправит ударом по карману.
DustyFox>...Кроме того не знаю требования к материалу этой финтифлюшки, некоторые сплавы к штамповке относятся не очень хорошо, мягко говоря. Даже горячей.
До кучи: Вы не внимательно прочитали пост, было сказано про высокую точность выборки металла, бо это цепи СВЧ, А там любые неточности при сопряжении элементов схемы означают дополнительные потери в тракте. Кстати, пробовали и точное литье и штамповку, но оказалось что фрезеровка даже на японцах в конечном итоге в серии дешевле. Кроме того станки ЧПУ позволяют быстро производить доработку по результатам эксплуатации и под новые объекты.
DustyFox> ... Так что в чем именно я ошибся - так и не узрел!
В том что "нонсенс" распространили на все, не зная в данном случае конкретики конструкции и требований к ней. Только и всего.
m.0.>> Так что увы, конструкции бывают самые причудливые.
DustyFox> И я именно об этом!
Уже легче.
DustyFox> DustyFox>> Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
m.0.>> Ошибаетесь, в серии ... цать лет... Просто представляет собой двухстороннюю герметичную конструкцию, с выборкой металла с каждой стороны в нескольких изолированных секциях с высокой точностью с различными по глубине и размерам
DustyFox> Значит в данном конкретном случае, исходя из конечных условий, требуется цельнофрезерованная железяка, всего лишь...
Не, это как раз следствие требований к конструкции. И не конечных условий, а технического задания.
DustyFox>... Либо просто на отъе@ись - есть, работает, стоит не дорого - нехай и дальше такая же будет. Работает - не лезь!©
Вообще то обсуждаем авиационную технику, а не продукцию кроватной фабрики. И там такие бездоказательные понты не проходят. Поэтому, ежели кто из разработчиков или начальства такое себе позволит в своей работе, то при всем при том достаточно быстро окажется за воротами. Бо конечная продукция любого авиационного предприятия не болтовня, а серьезная аппаратура, да и заказчик мозги поправит ударом по карману.
DustyFox>...Кроме того не знаю требования к материалу этой финтифлюшки, некоторые сплавы к штамповке относятся не очень хорошо, мягко говоря. Даже горячей.
До кучи: Вы не внимательно прочитали пост, было сказано про высокую точность выборки металла, бо это цепи СВЧ, А там любые неточности при сопряжении элементов схемы означают дополнительные потери в тракте. Кстати, пробовали и точное литье и штамповку, но оказалось что фрезеровка даже на японцах в конечном итоге в серии дешевле. Кроме того станки ЧПУ позволяют быстро производить доработку по результатам эксплуатации и под новые объекты.
DustyFox> ... Так что в чем именно я ошибся - так и не узрел!
В том что "нонсенс" распространили на все, не зная в данном случае конкретики конструкции и требований к ней. Только и всего.
m.0.>> Так что увы, конструкции бывают самые причудливые.
DustyFox> И я именно об этом!
Уже легче.
Copyright © Balancer 1997..2021
Создано 22.10.2016
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 22.10.2016
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
