 DustyFox
DustyFox

 инфо
инфо инструменты
инструменты Invar
Invar


 Bredonosec
Bredonosec

 Unix
Unix


 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
![[image]](https://www.balancer.ru/cache/uploads/images/1247/128x128-crop/1247586-300px-sukhoi_su-30_inflight.jpg)
Технологии авиационной промышленности
меряемся опытом и знаниямиТеги:
DustyFox>> ... Так что в чем именно я ошибся - так и не узрел!
m.0.> В том что "нонсенс" распространили на все, не зная в данном случае конкретики конструкции и требований к ней. Только и всего.
Я??? Речь шла о панелях конструктивно-силовой схемы самолета, СВЧ хреновину упомянул ты. Я в электронике не шарю, во всяком случае выше уровня общеинженерных познаний. То, что электронная хреновина может быть какой угодно сложности и стоимости в изготовлении, вполне себе допускаю. Вплоть до чистого золота, в самом химическом смысле этого слова. Поскольку в краткую мою бытность электромонтажником на КуАЗе, вполне себе паял серебрянные провода(не посеребренные), и видел как паяют золотые. Так же практически не сомневаюсь, что ты разбираешься в нюансах КСС самолета не сильно больше, чем я в нюансах авиационных электронных систем.
m.0.> конечная продукция любого авиационного предприятия не болтовня, а серьезная аппаратура
Да?.. Всегда думал, что конечной продукцией "любого авиационного предприятия"©, является авиационная техника. Это если уж до железки modED врубать!
ПС Честно говоря вообще не вкурил в чем именно предмет спора, мы об одном и том же говорим одними и теми же словами! Может разъяснишь?
m.0.> В том что "нонсенс" распространили на все, не зная в данном случае конкретики конструкции и требований к ней. Только и всего.
Я??? Речь шла о панелях конструктивно-силовой схемы самолета, СВЧ хреновину упомянул ты. Я в электронике не шарю, во всяком случае выше уровня общеинженерных познаний. То, что электронная хреновина может быть какой угодно сложности и стоимости в изготовлении, вполне себе допускаю. Вплоть до чистого золота, в самом химическом смысле этого слова. Поскольку в краткую мою бытность электромонтажником на КуАЗе, вполне себе паял серебрянные провода(не посеребренные), и видел как паяют золотые. Так же практически не сомневаюсь, что ты разбираешься в нюансах КСС самолета не сильно больше, чем я в нюансах авиационных электронных систем.
m.0.> конечная продукция любого авиационного предприятия не болтовня, а серьезная аппаратура
Да?.. Всегда думал, что конечной продукцией "любого авиационного предприятия"©, является авиационная техника. Это если уж до железки modED врубать!
ПС Честно говоря вообще не вкурил в чем именно предмет спора, мы об одном и том же говорим одними и теми же словами! Может разъяснишь?



DustyFox>>> ... Так что в чем именно я ошибся - так и не узрел!
m.0.>> В том что "нонсенс" распространили на все, не зная в данном случае конкретики конструкции и требований к ней. Только и всего.
DustyFox> Я??? Речь шла о панелях конструктивно-силовой схемы самолета, СВЧ хреновину упомянул ты. Я в электронике не шарю,
Но сделали категоричное заключение:
m.0.> Иногда просто нет другого способа изготовить сложный корпус, например гибридной СВЧ микросборки на приличную мощность.
Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
Вот это и есть неверно.
DustyFox>...Так же практически не сомневаюсь, что ты разбираешься в нюансах КСС самолета не сильно больше, чем я в нюансах авиационных электронных систем.
Поэтому в указанной теме и стараюсь не делать категоричных выводов.
m.0.>> конечная продукция любого авиационного предприятия не болтовня, а серьезная аппаратура
DustyFox> Да?.. Всегда думал, что конечной продукцией "любого авиационного предприятия"©, является авиационная техника...
А вот тут вынужден согласиться, надо было уточнить (вставить) "в тему радиоэлектроники". И тогда было бы корректно. Хотя бортовая радиоэлектроника тоже авиационная техника.
DustyFox> ПС Честно говоря вообще не вкурил в чем именно предмет спора, мы об одном и том же говорим одними и теми же словами! Может разъяснишь?
Еще раз - см. выше приведенную фразу про нонсенс в части точной фрезеровки сложного корпуса в серии. Только и всего.
m.0.>> В том что "нонсенс" распространили на все, не зная в данном случае конкретики конструкции и требований к ней. Только и всего.
DustyFox> Я??? Речь шла о панелях конструктивно-силовой схемы самолета, СВЧ хреновину упомянул ты. Я в электронике не шарю,
Но сделали категоричное заключение:
m.0.> Иногда просто нет другого способа изготовить сложный корпус, например гибридной СВЧ микросборки на приличную мощность.
Я понимаю. Но для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
Вот это и есть неверно.
DustyFox>...Так же практически не сомневаюсь, что ты разбираешься в нюансах КСС самолета не сильно больше, чем я в нюансах авиационных электронных систем.
Поэтому в указанной теме и стараюсь не делать категоричных выводов.
m.0.>> конечная продукция любого авиационного предприятия не болтовня, а серьезная аппаратура
DustyFox> Да?.. Всегда думал, что конечной продукцией "любого авиационного предприятия"©, является авиационная техника...
А вот тут вынужден согласиться, надо было уточнить (вставить) "в тему радиоэлектроники". И тогда было бы корректно. Хотя бортовая радиоэлектроника тоже авиационная техника.
DustyFox> ПС Честно говоря вообще не вкурил в чем именно предмет спора, мы об одном и том же говорим одними и теми же словами! Может разъяснишь?
Еще раз - см. выше приведенную фразу про нонсенс в части точной фрезеровки сложного корпуса в серии. Только и всего.


m.0.> ...для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
Остался один вопрос, шо есть крупная серия")
 В штуках и килограммах.
В штуках и килограммах.
Ну и по КЗО тож. Хотя с ГАС несколько размытое понятие....
Остался один вопрос, шо есть крупная серия
")
 В штуках и килограммах.
В штуках и килограммах.Ну и по КЗО тож. Хотя с ГАС несколько размытое понятие....

m.0.>> ...для крупной серии этих микросборок - такой способ изготовления будет нонсенсом!
Invar> Остался один вопрос, шо есть крупная серия. В штуках и килограммах.
Ага, как же, и с привязкой по типам объектов и срокам.
Invar> Ну и по КЗО тож. Хотя с ГАС несколько размытое понятие....
"В моем доме прошу ...!" Не пугайте незнакомыми обозначениями, растолкуйте этот ужас в сумерках наступившего вечера.
Хотя с другой стороны, после имперридиальной составляющей ...
Invar> Остался один вопрос, шо есть крупная серия. В штуках и килограммах.
Ага, как же, и с привязкой по типам объектов и срокам.
Invar> Ну и по КЗО тож. Хотя с ГАС несколько размытое понятие....
"В моем доме прошу ...!" Не пугайте незнакомыми обозначениями, растолкуйте этот ужас в сумерках наступившего вечера.
Хотя с другой стороны, после имперридиальной составляющей ...
Invar>> ...шо есть крупная серия. В штуках и килограммах.
m.0.> Ага, как же, и с привязкой по типам объектов и срокам.
Когда тех штук и килограммов изрядно понакопится, таки начинают шевелить мозгой и конструкторы и технологи...иногда с неплохими результатами.
Invar>> Ну и по КЗО тож. Хотя с ГАС несколько размытое понятие....
m.0.> "В моем доме прошу ...!" Не пугайте незнакомыми обозначениями
КЗО - коэффициент закрепленияоборудования upd операций (грубо гря, персональный(е) станок/приспособление(я) для вашей СВЧ-хреновины выделили бы токомо под ооочень массовое производство)
ГАС - гибкая (то бишь уже не персональная/специализированная) автоматизированная система
m.0.> Ага, как же, и с привязкой по типам объектов и срокам.
Когда тех штук и килограммов изрядно понакопится, таки начинают шевелить мозгой и конструкторы и технологи...иногда с неплохими результатами.
Invar>> Ну и по КЗО тож. Хотя с ГАС несколько размытое понятие....
m.0.> "В моем доме прошу ...!" Не пугайте незнакомыми обозначениями
КЗО - коэффициент закрепления
ГАС - гибкая (то бишь уже не персональная/специализированная) автоматизированная система
Это сообщение редактировалось 13.10.2019 в 19:21
DustyFox>>...Кроме того не знаю требования к материалу этой финтифлюшки, некоторые сплавы к штамповке относятся не очень хорошо, мягко говоря. Даже горячей.
m.0.> До кучи: Вы не внимательно прочитали пост, было сказано про высокую точность выборки металла, бо это цепи СВЧ, А там любые неточности при сопряжении элементов схемы означают дополнительные потери в тракте. Кстати, пробовали и точное литье и штамповку, но оказалось что фрезеровка даже на японцах в конечном итоге в серии дешевле. Кроме того станки ЧПУ позволяют быстро производить доработку по результатам эксплуатации и под новые объекты.
DustyFox>> ... Так что в чем именно я ошибся - так и не узрел!
Сейчас не только на единичных экземлярах много фрезеровки, а почти на всем мелкими сериями.
Конструктор в обед выдал 3В модель, ЧПУ и к вечеру - готовая панель, стружка в цветмет всего на 50% дешевле исходного материала.
Заняты технолог и оператор ЧПУ, оба на пару часов, оператор так вообще еще что-то точит параллельно.
А на штамповку? пошли делать оснастку (из стали и фрезеровкой!), причем на несколько деталей, потом настройка пресса, пару ударов штампом (один из которых "промахнулись"), потом сварка и обработка швов и тут выяснилось, что еще пару дырок надо или наоборот...
Количество народу занятого - много.
m.0.> До кучи: Вы не внимательно прочитали пост, было сказано про высокую точность выборки металла, бо это цепи СВЧ, А там любые неточности при сопряжении элементов схемы означают дополнительные потери в тракте. Кстати, пробовали и точное литье и штамповку, но оказалось что фрезеровка даже на японцах в конечном итоге в серии дешевле. Кроме того станки ЧПУ позволяют быстро производить доработку по результатам эксплуатации и под новые объекты.
DustyFox>> ... Так что в чем именно я ошибся - так и не узрел!
Сейчас не только на единичных экземлярах много фрезеровки, а почти на всем мелкими сериями.
Конструктор в обед выдал 3В модель, ЧПУ и к вечеру - готовая панель, стружка в цветмет всего на 50% дешевле исходного материала.
Заняты технолог и оператор ЧПУ, оба на пару часов, оператор так вообще еще что-то точит параллельно.
А на штамповку? пошли делать оснастку (из стали и фрезеровкой!), причем на несколько деталей, потом настройка пресса, пару ударов штампом (один из которых "промахнулись"), потом сварка и обработка швов и тут выяснилось, что еще пару дырок надо или наоборот...
Количество народу занятого - много.


Bredonosec> стоимость труда стала гораздо выше, откровенно непропорциональны. И масштабировать производство практически нереально: надо рисовать кучи новых цехов с новыми рабочими
И сколько новых рабочих с помещениями надо для ЧПУ? Их отменили?
Если не нужны миллионные серии, то тратиться на специализированные штампы и т.п. смысла никакого. Тем более, в авиации, когда могут быть доработки по необходимости. В оружейной промышленности, кстати, тоже.
Что до стружки, так ее, очевидно, не выбрасывают на задний двор, а отправляют на переработку.
И сколько новых рабочих с помещениями надо для ЧПУ? Их отменили?
Если не нужны миллионные серии, то тратиться на специализированные штампы и т.п. смысла никакого. Тем более, в авиации, когда могут быть доработки по необходимости. В оружейной промышленности, кстати, тоже.
Что до стружки, так ее, очевидно, не выбрасывают на задний двор, а отправляют на переработку.
s.t.> И сколько новых рабочих с помещениями надо для ЧПУ? Их отменили?
s.t.> Если не нужны миллионные серии, то
А если нужны?
Я таки напомню нашим маленьким любителям прогуливать уроки математики простой расклад:
Если один станок с ЧПУ согласно маршрутной карте обрабатывает 1(одну) деталь 1 (один) час, а надо всего один миллион деталей в месяц, при этом, требуется отложить время на установку заготовки, удаление готовой детали (допустим, в сумме 10 минут), а в ночную смену оплата проводится по двойному тарифу, то есть, работа невыгодна, то посчитать сумеете потребное число станков?
s.t.> Если не нужны миллионные серии, то
А если нужны?
Я таки напомню нашим маленьким любителям прогуливать уроки математики простой расклад:
Если один станок с ЧПУ согласно маршрутной карте обрабатывает 1(одну) деталь 1 (один) час, а надо всего один миллион деталей в месяц, при этом, требуется отложить время на установку заготовки, удаление готовой детали (допустим, в сумме 10 минут), а в ночную смену оплата проводится по двойному тарифу, то есть, работа невыгодна, то посчитать сумеете потребное число станков?

s.t.>> И сколько новых рабочих с помещениями надо для ЧПУ? Их отменили?
s.t.>> Если не нужны миллионные серии, то
Bredonosec> А если нужны?
Bredonosec> Я таки напомню нашим маленьким любителям прогуливать уроки математики простой расклад:
Bredonosec> Если один станок с ЧПУ согласно маршрутной карте обрабатывает 1(одну) деталь 1 (один) час, а надо всего один миллион деталей в месяц, ... то посчитать сумеете потребное число станков?
Это не самое существенное, во всей этой кухне. Выше я уже упоминал, что в процессе фрезерования из цельного куска перерезаются "волокна" металла и набивается куча концентраторов напряжения в детали, а в процессе штамповки, даже горячей, металл структурируется в оптимальную, с точки зрения прочности детали, форму. Потому на нормальных авиационных производствах штампуют когда счет деталей идет не то что на миллионы, а на десятки-сотни! Поскольку в результате заметно растет ресурс и снижается их вес, а значит и вес готового изделия. Для самолета, как ты понимаешь, это всё выливается в процессе эксплуатации, в миллионы долларов экономии даже на небольшой серии.
Но здесь да... кроме пения, в школе еще что-то более серьезное постичь желательно.
s.t.>> Если не нужны миллионные серии, то
Bredonosec> А если нужны?
Bredonosec> Я таки напомню нашим маленьким любителям прогуливать уроки математики простой расклад:
Bredonosec> Если один станок с ЧПУ согласно маршрутной карте обрабатывает 1(одну) деталь 1 (один) час, а надо всего один миллион деталей в месяц, ... то посчитать сумеете потребное число станков?
Это не самое существенное, во всей этой кухне. Выше я уже упоминал, что в процессе фрезерования из цельного куска перерезаются "волокна" металла и набивается куча концентраторов напряжения в детали, а в процессе штамповки, даже горячей, металл структурируется в оптимальную, с точки зрения прочности детали, форму. Потому на нормальных авиационных производствах штампуют когда счет деталей идет не то что на миллионы, а на десятки-сотни! Поскольку в результате заметно растет ресурс и снижается их вес, а значит и вес готового изделия. Для самолета, как ты понимаешь, это всё выливается в процессе эксплуатации, в миллионы долларов экономии даже на небольшой серии.
Но здесь да... кроме пения, в школе еще что-то более серьезное постичь желательно.
- Alex 129 [15.10.2019 08:37]: Тема создана из Вопрос к знатокам
Bobson> DustyFox>> ... Так что в чем именно я ошибся - так и не узрел!
Bobson> Сейчас не только на единичных экземлярах много фрезеровки, а почти на всем мелкими сериями.
Bobson> Конструктор в обед выдал 3В модель, ЧПУ и к вечеру - готовая панель, стружка в цветмет всего на 50% дешевле исходного материала.
Это если только латунь/бронза, да и не припомню я самолеты выфрезерованные из бронзы. С конструкционными алюминиевыми сплавами все куда печальнее.
Bobson> Заняты технолог и оператор ЧПУ, оба на пару часов...
Bobson> А на штамповку? ...
Bobson> Количество народу занятого - много.
Ага. Все это просто замечательно для производства! Тракторов. Или кофемолок.
В авиапромышленности всё уже не так нарядно.
Bobson> Сейчас не только на единичных экземлярах много фрезеровки, а почти на всем мелкими сериями.
Bobson> Конструктор в обед выдал 3В модель, ЧПУ и к вечеру - готовая панель, стружка в цветмет всего на 50% дешевле исходного материала.
Это если только латунь/бронза, да и не припомню я самолеты выфрезерованные из бронзы. С конструкционными алюминиевыми сплавами все куда печальнее.
Bobson> Заняты технолог и оператор ЧПУ, оба на пару часов...
Bobson> А на штамповку? ...
Bobson> Количество народу занятого - много.
Ага. Все это просто замечательно для производства! Тракторов. Или кофемолок.
В авиапромышленности всё уже не так нарядно.
DustyFox> Это не самое существенное, во всей этой кухне.
я старался найти самый простой аргумент, доступный даже гуманитариям")
Ну лень мне длинные споры об очевидном ))
>Выше я уже упоминал, что в процессе фрезерования из цельного куска перерезаются "волокна" металла и набивается куча концентраторов напряжения в детали, а в процессе штамповки, даже горячей, металл структурируется в оптимальную, с точки зрения прочности детали, форму.
да, фрезеровка для более-менее пластичного материала еще норм (и то с постобработкой желательно), а дл твердого - концентрации напряжений вполне возможно,что станут неприемлемо опасны.
я старался найти самый простой аргумент, доступный даже гуманитариям
")
Ну лень мне длинные споры об очевидном ))
>Выше я уже упоминал, что в процессе фрезерования из цельного куска перерезаются "волокна" металла и набивается куча концентраторов напряжения в детали, а в процессе штамповки, даже горячей, металл структурируется в оптимальную, с точки зрения прочности детали, форму.
да, фрезеровка для более-менее пластичного материала еще норм (и то с постобработкой желательно), а дл твердого - концентрации напряжений вполне возможно,что станут неприемлемо опасны.
Bobson> Сейчас не только на единичных экземлярах много фрезеровки, а почти на всем мелкими сериями.
И на мелких и на крупных, и обязательна всюду где нужна высокая точность выборки металла, местами порядка 0,1 мм + высокая оперативность при выполнении доработки или для вновь разработанного узла + стабильно высокое качество. И это несмотря на то, что японцы и др. сами по себе дороги (хе, успели купить до санкций), а фрезы так вообще запредел.
Но это чисто по железу, само же внедрение современных станков ЧПУ вызывает в цеху и социальные проблемы.
Bobson> Конструктор в обед выдал 3В модель, ЧПУ и к вечеру - готовая панель, стружка в цветмет всего на 50% дешевле исходного материала.
За ради занудства - Вы пропустили программистов. Для вновь разрабатываемого с нуля узла это может занять и неделю, корректировка готовой программы - максимум день. Естественно для высококлассных.
Bobson> Заняты технолог и оператор ЧПУ, оба на пару часов, оператор так вообще еще что-то точит параллельно.
Конструктор и оператор в начале, затем программист и оператор при наладке программы, затем выход на контрольный корпус и понеслось. В вышеприведенном примере (изготовление ГИС СВЧ) не фрезеровка корпуса является самым узким местом, а сборка узла и его настройка.
Bobson> А на штамповку? пошли делать оснастку (из стали и фрезеровкой!), причем на несколько деталей, потом настройка пресса, пару ударов штампом (один из которых "промахнулись"),...
Не говоря уже о том, что например изготовить люминиевый двухслойный корпус с толщиной внешних стенок 1\1,5 мм и высотой каждая 10 мм, а внутренних при той же высоте толщиной 0,5...0,3 мм только штамповкой крайне сложно.
Bobson>... потом сварка и обработка швов ...
О! Запаивание швов перед герметизацией собранной ГИС это вообще операция, которую доверяют всего двум рабочим в цеху. Кстати, поганки амеры подобные ГИС не запаивают, а герметичную крышку ставят на винты.
И на мелких и на крупных, и обязательна всюду где нужна высокая точность выборки металла, местами порядка 0,1 мм + высокая оперативность при выполнении доработки или для вновь разработанного узла + стабильно высокое качество. И это несмотря на то, что японцы и др. сами по себе дороги (хе, успели купить до санкций), а фрезы так вообще запредел.
Но это чисто по железу, само же внедрение современных станков ЧПУ вызывает в цеху и социальные проблемы.
Bobson> Конструктор в обед выдал 3В модель, ЧПУ и к вечеру - готовая панель, стружка в цветмет всего на 50% дешевле исходного материала.
За ради занудства - Вы пропустили программистов. Для вновь разрабатываемого с нуля узла это может занять и неделю, корректировка готовой программы - максимум день. Естественно для высококлассных.
Bobson> Заняты технолог и оператор ЧПУ, оба на пару часов, оператор так вообще еще что-то точит параллельно.
Конструктор и оператор в начале, затем программист и оператор при наладке программы, затем выход на контрольный корпус и понеслось. В вышеприведенном примере (изготовление ГИС СВЧ) не фрезеровка корпуса является самым узким местом, а сборка узла и его настройка.
Bobson> А на штамповку? пошли делать оснастку (из стали и фрезеровкой!), причем на несколько деталей, потом настройка пресса, пару ударов штампом (один из которых "промахнулись"),...
Не говоря уже о том, что например изготовить люминиевый двухслойный корпус с толщиной внешних стенок 1\1,5 мм и высотой каждая 10 мм, а внутренних при той же высоте толщиной 0,5...0,3 мм только штамповкой крайне сложно.
Bobson>... потом сварка и обработка швов ...
О! Запаивание швов перед герметизацией собранной ГИС это вообще операция, которую доверяют всего двум рабочим в цеху. Кстати, поганки амеры подобные ГИС не запаивают, а герметичную крышку ставят на винты.
m.0.> За ради занудства - Вы пропустили программистов.
У нас на "Сибсельмаше" программисты для передачи разработанного конструкторами на изготовление на ЧПУ изделия не требовались.
Иногда технологи, точнее конструктора, спотыкались на особенностях конкретного станка, тогда мастера или технологи им подсказывали, как изменить конструкцию вроде разметки или направлений реза.
У нас на "Сибсельмаше" программисты для передачи разработанного конструкторами на изготовление на ЧПУ изделия не требовались.
Иногда технологи, точнее конструктора, спотыкались на особенностях конкретного станка, тогда мастера или технологи им подсказывали, как изменить конструкцию вроде разметки или направлений реза.
m.0.>> За ради занудства - Вы пропустили программистов.
Полл> У нас на "Сибсельмаше" программисты для передачи разработанного конструкторами на изготовление на ЧПУ изделия не требовались.
На многих авиационных предприятиях по радиоэлектронике для вновь разрабатываемых конструкций требовались и требуются сейчас, для освоенных - другое дело. Возможно это связано с требованиями обеспечения высокой точности одновременно при больших размерах деталей + желанием выжать из станков все, что они могут + различными загогулинами корпусов, часто сборных (например СВЧ элементы на гиговых несущих и др.).
Полл> У нас на "Сибсельмаше" программисты для передачи разработанного конструкторами на изготовление на ЧПУ изделия не требовались.
На многих авиационных предприятиях по радиоэлектронике для вновь разрабатываемых конструкций требовались и требуются сейчас, для освоенных - другое дело. Возможно это связано с требованиями обеспечения высокой точности одновременно при больших размерах деталей + желанием выжать из станков все, что они могут + различными загогулинами корпусов, часто сборных (например СВЧ элементы на гиговых несущих и др.).
Это сообщение редактировалось 17.10.2019 в 06:05
Полл> Иногда ... конструктора, спотыкались на особенностях конкретного станка,...
Особенности станков как правило осваиваются быстро.
Полл> ... как изменить конструкцию вроде разметки или направлений реза.
На моей памяти конструкции узлов из под ЧПУ требовали корректировки программ только когда существенно изменялся состав материала (некоторые конструктивы узлов делают из латуни с последующим серебрением) или даже тип (например, однажды начальству захотелось вместо люминия применить титан). И такая корректировка да, есть совместная работа цеха и конструкторов (с привлечением технологов). А в остальном ровно обеспечивается высокое качество.
Особенности станков как правило осваиваются быстро.
Полл> ... как изменить конструкцию вроде разметки или направлений реза.
На моей памяти конструкции узлов из под ЧПУ требовали корректировки программ только когда существенно изменялся состав материала (некоторые конструктивы узлов делают из латуни с последующим серебрением) или даже тип (например, однажды начальству захотелось вместо люминия применить титан). И такая корректировка да, есть совместная работа цеха и конструкторов (с привлечением технологов). А в остальном ровно обеспечивается высокое качество.
m.0.>>> За ради занудства - Вы пропустили программистов.
Полл>> У нас на "Сибсельмаше" программисты для передачи разработанного конструкторами на изготовление на ЧПУ изделия не требовались.
m.0.> На многих авиационных предприятиях по радиоэлектронике для вновь разрабатываемых конструкций требовались и требуются сейчас [...]. Возможно это связано с требованиями обеспечения высокой точности одновременно при больших [...]
Возможно что и так.
А возможно у вас простостарьё ... хммм, скажем так: "не самое последнее оборудование" установлено
В педивикии замечательо написали:
Полл>> У нас на "Сибсельмаше" программисты для передачи разработанного конструкторами на изготовление на ЧПУ изделия не требовались.
m.0.> На многих авиационных предприятиях по радиоэлектронике для вновь разрабатываемых конструкций требовались и требуются сейчас [...]. Возможно это связано с требованиями обеспечения высокой точности одновременно при больших [...]
Возможно что и так.
А возможно у вас просто
В педивикии замечательо написали:
Instructions are delivered to a CNC machine in the form of a sequential program of machine control instructions such as G-code and then executed. The program can be written by a person or, far more often this century, generated by graphical computer-aided design (CAD) software.
m.0.>> На многих авиационных предприятиях по радиоэлектронике для вновь разрабатываемых конструкций требовались и требуются сейчас [...]. Возможно это связано с требованиями обеспечения высокой точности одновременно при больших [...]
Unix> Возможно что и так.
Unix> А возможно у вас простостарьё ... хммм, скажем так: "не самое последнее оборудование" установлено
Хе, "В России все возможно!" Просто для оптимизации обработки подобных конструкций корректировка программы как правило необходима. Какого объема и времени - уже конкретика.
Unix> В педивикии замечательо написали:
Хе, Вы бы еще при этом ссылку в тему САДов на какое нибудь старье скинули.
Unix> Возможно что и так.
Unix> А возможно у вас просто
Хе, "В России все возможно!" Просто для оптимизации обработки подобных конструкций корректировка программы как правило необходима. Какого объема и времени - уже конкретика.
Unix> В педивикии замечательо написали:
Хе, Вы бы еще при этом ссылку в тему САДов на какое нибудь старье скинули.
m.0.> Еще раз - см. выше приведенную фразу про нонсенс в части точной фрезеровки сложного корпуса в серии. Только и всего.
Кстати говоря, совершенно непонятно противопоставление или/или.
Сплошь и рядом подходящий прессованный/катаный профиль или литая заготовка дорабатывается мехобработкой
Так мож дело ещё и в доступном ассортименте профилей и "натуральном хозяйстве", когда точили "для себя" даже несчастные болтики?
Кстати говоря, совершенно непонятно противопоставление или/или.
Сплошь и рядом подходящий прессованный/катаный профиль или литая заготовка дорабатывается мехобработкой

Так мож дело ещё и в доступном ассортименте профилей и "натуральном хозяйстве", когда точили "для себя" даже несчастные болтики?
m.0.>> Еще раз - см. выше приведенную фразу про нонсенс в части точной фрезеровки сложного корпуса в серии. Только и всего.
Invar> Кстати говоря, совершенно непонятно противопоставление или/или.
Invar> Сплошь и рядом подходящий прессованный/катаный профиль или литая заготовка дорабатывается мехобработкой
Граница между ними как раз и проходит по параметру точности (см. данные в одном из постов выше). Почему требуется такая точность, там же объяснено. При этом сразу указан тип корпуса (ГИС), а это достаточно специализированная конструкция, хотя и массовая. Требуются ли такие топовые (причем далеко не самые) точности, например в самом изделии, где применяется такой узел? Конечно нет. В нем как раз применяется точное литье люминиевого сплава с последующим "обходом" фрезой мест посадки всех узлов, блоков, разъемов и др. с последующей нарезкой соответствующих резьб или всаживанием резьбовых втулок.
Invar> Так мож дело ещё и в доступном ассортименте профилей ...
Без проблем, все таки для авиации, главное были бы деньги.
Invar>...и "натуральном хозяйстве", когда точили "для себя" даже несчастные болтики?
Нет, сейчас как правило крепежная мелочевка приходит со стороны достаточно высокого качества. Что отнюдь не исключает изготовления у себя других элементов коаксиально-волноводной техники например, некоторых корпусных герморазъемов и др. Причина - экономически более выгодно например держать у себя небольшой специализированный цех для таких деталей, чем получать их готовыми со стороны.
Invar> Кстати говоря, совершенно непонятно противопоставление или/или.
Invar> Сплошь и рядом подходящий прессованный/катаный профиль или литая заготовка дорабатывается мехобработкой
Граница между ними как раз и проходит по параметру точности (см. данные в одном из постов выше). Почему требуется такая точность, там же объяснено. При этом сразу указан тип корпуса (ГИС), а это достаточно специализированная конструкция, хотя и массовая. Требуются ли такие топовые (причем далеко не самые) точности, например в самом изделии, где применяется такой узел? Конечно нет. В нем как раз применяется точное литье люминиевого сплава с последующим "обходом" фрезой мест посадки всех узлов, блоков, разъемов и др. с последующей нарезкой соответствующих резьб или всаживанием резьбовых втулок.
Invar> Так мож дело ещё и в доступном ассортименте профилей ...
Без проблем, все таки для авиации, главное были бы деньги.
Invar>...и "натуральном хозяйстве", когда точили "для себя" даже несчастные болтики?
Нет, сейчас как правило крепежная мелочевка приходит со стороны достаточно высокого качества. Что отнюдь не исключает изготовления у себя других элементов коаксиально-волноводной техники например, некоторых корпусных герморазъемов и др. Причина - экономически более выгодно например держать у себя небольшой специализированный цех для таких деталей, чем получать их готовыми со стороны.
DustyFox> Это если только латунь/бронза, да и не припомню я самолеты выфрезерованные из бронзы. С конструкционными алюминиевыми сплавами все куда печальнее.
А тут хвостовые балки из чего? В нем, такого добра от носа до хвоста и крыльев полно.
А тут хвостовые балки из чего? В нем, такого добра от носа до хвоста и крыльев полно.
Прикреплённые файлы:
s.t.> А тут хвостовые балки из чего? В нем, такого добра от носа до хвоста и крыльев полно.
а кто сказал, что тут фрезеровка?
Обычная клепаная конструкция из дюралевого листа.
а кто сказал, что тут фрезеровка?
Обычная клепаная конструкция из дюралевого листа.
Bredonosec> а кто сказал, что тут фрезеровка?
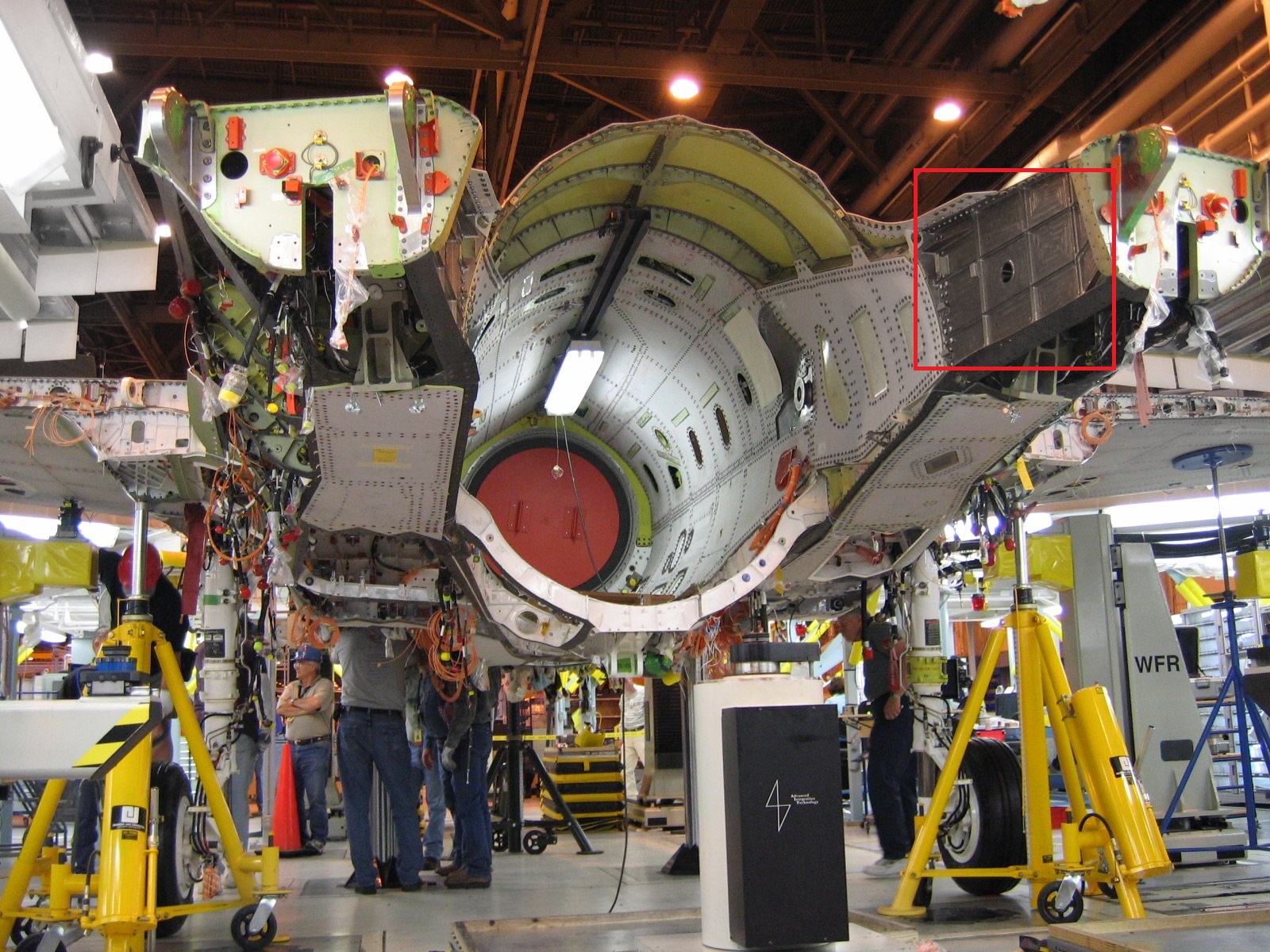
Не факт, что фрезеровка, но не лист точно:
Не факт, что фрезеровка, но не лист точно:
Прикреплённые файлы:
Полл> Не факт, что фрезеровка, но не лист точно:
ааа, ты об этих..
да, верно..
Смущает, что они серые.
При том, что листы вокруг - белые или зеленоватые анодированные.
Мож КМ-отливка? На вид очень уж массивная, чтоб быть металлом..
ааа, ты об этих..
да, верно..
Смущает, что они серые.
При том, что листы вокруг - белые или зеленоватые анодированные.
Мож КМ-отливка? На вид очень уж массивная, чтоб быть металлом..
Bredonosec>> а кто сказал, что тут фрезеровка?
Полл> Не факт, что фрезеровка, но не лист точно:
Это, я так понимаю, F-35? Судя по всему фрезеровка из отливки, если элемент неответственный, или штамповки, если агрегат силовой. Цвет серый, значит либо титан, либо сталь(не похоже). Там еще два уха дюралевых, явно фрезерованных. Просто его конструктивом не интересовался.
Чистую штамповки используют лишь в нервюрах/шпангоутах, да и в тех далеко не везде и не всегда. Обычно посадочные места фрезеруют.
Повторюсь, уже в который раз: штампуют, потом фрезеруют, иногда только стыковые места, обычно же целиком снимают поверхностный слой. Буквально 0,1-1 мм, чисто "пропылить". Структура заготовки от этого не страдает, а лишний вес, и с ним флуктуации раскисления и нагартовки убираются, поскольку точно в размер штамповать довольно трудно и дорого.
Полл> Не факт, что фрезеровка, но не лист точно:
Это, я так понимаю, F-35? Судя по всему фрезеровка из отливки, если элемент неответственный, или штамповки, если агрегат силовой. Цвет серый, значит либо титан, либо сталь(не похоже). Там еще два уха дюралевых, явно фрезерованных. Просто его конструктивом не интересовался.
Чистую штамповки используют лишь в нервюрах/шпангоутах, да и в тех далеко не везде и не всегда. Обычно посадочные места фрезеруют.
Повторюсь, уже в который раз: штампуют, потом фрезеруют, иногда только стыковые места, обычно же целиком снимают поверхностный слой. Буквально 0,1-1 мм, чисто "пропылить". Структура заготовки от этого не страдает, а лишний вес, и с ним флуктуации раскисления и нагартовки убираются, поскольку точно в размер штамповать довольно трудно и дорого.
Реклама Google — средство выживания форумов :)
DustyFox>> Это если только латунь/бронза, да и не припомню я самолеты выфрезерованные из бронзы. С конструкционными алюминиевыми сплавами все куда печальнее.
s.t.> А тут хвостовые балки из чего? В нем, такого добра от носа до хвоста и крыльев полно.
Подожди, подожди... Я надеюсь ты не думаешь, что там агрегаты фрезерованные из бронзы? Стружка от конструкционного дюралюминия, о которой шла речь в процитированном тобой посте, впрямую идет только в силумин, по соответствующей цене. Сортовой конструкционный дюраль, стоящий соответствующих денег, льют на металлургических заводах за соответствующие деньги.
Стружка от конструкционного дюралюминия, о которой шла речь в процитированном тобой посте, впрямую идет только в силумин, по соответствующей цене. Сортовой конструкционный дюраль, стоящий соответствующих денег, льют на металлургических заводах за соответствующие деньги.
s.t.> А тут хвостовые балки из чего? В нем, такого добра от носа до хвоста и крыльев полно.
Подожди, подожди... Я надеюсь ты не думаешь, что там агрегаты фрезерованные из бронзы?
 Стружка от конструкционного дюралюминия, о которой шла речь в процитированном тобой посте, впрямую идет только в силумин, по соответствующей цене. Сортовой конструкционный дюраль, стоящий соответствующих денег, льют на металлургических заводах за соответствующие деньги.
Стружка от конструкционного дюралюминия, о которой шла речь в процитированном тобой посте, впрямую идет только в силумин, по соответствующей цене. Сортовой конструкционный дюраль, стоящий соответствующих денег, льют на металлургических заводах за соответствующие деньги.
Copyright © Balancer 1997..2019
Создано 22.10.2016
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 22.10.2016
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
