 sam7
sam7

 инфо
инфо инструменты
инструменты





 Балабин 1696
Балабин 1696












 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
![[image]](https://www.balancer.ru/cache/forums/attaches/2014/06/128x128-crop/10-3506705-p1280601.jpg)
Спасательное судно проекта 21300 "Игорь Белоусов"
Теги:

vax911
новичок
К сожалению с Андреем Владимировичем не знаком. Как с ним связаться? Моя почта vax9517643 yandex.ru,т. +7 921 9517643. Спасибо за информацию.
yandex.ru,т. +7 921 9517643. Спасибо за информацию.


vax911>
Отправил телефоны.
Не много общался, но сложилось мнение, как о нормальном, вменяемом человеке.
Отправил телефоны.
Не много общался, но сложилось мнение, как о нормальном, вменяемом человеке.


vax911
новичок
vax911>>
sam7> Отправил телефоны.
sam7> Не много общался, но сложилось мнение, как о нормальном, вменяемом человеке.
Спасибо за контакт. Я созвонился, но Подарящий работает уже не в Питере ушел на повышение в Москву, теперь на верфи другой представитель. В общем контакт образовался и, полагаю вопрос можно разрулить. Если интерресно что-то по оборудованию, с удовольствием расскажу.
sam7> Отправил телефоны.
sam7> Не много общался, но сложилось мнение, как о нормальном, вменяемом человеке.
Спасибо за контакт. Я созвонился, но Подарящий работает уже не в Питере ушел на повышение в Москву, теперь на верфи другой представитель. В общем контакт образовался и, полагаю вопрос можно разрулить. Если интерресно что-то по оборудованию, с удовольствием расскажу.
vax911> Если интерресно что-то по оборудованию, с удовольствием расскажу.
Все интересно, что на прямую не затрагивает интересы (секреты) Родины.")
Все интересно, что на прямую не затрагивает интересы (секреты) Родины.
vax911> Спасибо за контакт. Я созвонился, но Подарящий работает уже не в Питере ушел на повышение в Москву, теперь на верфи другой представитель.
В самом деле, сменился.
Но недавно, в мае. На завод еще даже приказ не дошел.
В самом деле, сменился.
Но недавно, в мае. На завод еще даже приказ не дошел.
vax911
новичок
Главный сегодняшний секрет Родины от сограждан в том, что её народонаселение может свои проблемы решать самостоятельно без посторонней помощи, в том числе в области технологий.
vax911> Главный сегодняшний секрет Родины от сограждан
Это уже флуд. Наказуемый.
А про Ваше оборудование уже не раз просили рассказать.
А Вы молчите...
Это уже флуд. Наказуемый.
А про Ваше оборудование уже не раз просили рассказать.
А Вы молчите...
vax911
новичок
vax911>> Главный сегодняшний секрет Родины от сограждан
sam7> Это уже флуд. Наказуемый.
sam7> А про Ваше оборудование уже не раз просили рассказать.
sam7> А Вы молчите...
Оборудование универсально, имеет на борту программное обеспечение которое дает возможность поддерживать различные виды сварки, в т.ч. полуавтоматическую сварку, но штатно рассчитано в основном на два вида работ. Сварка штучными жлектродами и газотермическая резка. Второе интерресная штука. В стержневом электроде в центре не пруток металла, как у сварочного, а трубка через которую вдувается кислород под давлением. В результате получается, что-то вроде обычной кислородной газорезкирезки, при этом горящая электрическая дуга выполняет роль предварительного подогрева металла (у обычной газорезки это делается за счет горючего газа - обычно пропана) а собственно резка за счет, как обычно, горения металла в кислородной струе.
Основное отличие аппаратов для подводной сварки это большая длинна сварочных проводов уходящих на глубину и большая и могущая менятся их индуктивность (кабели наматываются на вьюшку - барабан, образуя мощьный паразитный соленоид). Для 21300 эти параметры вообще носят гипертрофированный характер. Заданная глубина сварки до 200 метров (это 400 м кабеля) плюс прокладка посудну получилась как в "Алмазе" ни выгадывали 135х2=270 метров, итого более полукилометра силовых проводов. Импортные ребята обычно ограничиваются глубиной 50-60 метров (100..200 м кабеля который должен к тому-же для компенсации паразитной индуктивности не на барабан по простому наматываться, а укладываться специальным образом "змейкой").
Длинные кабели имеют большое сопротивление и обуславливают большие потери энергии (больше чем на саму сварку) и источники для компенсации потерь должны иметь намного большую мощность, чем обычные и иметь большое и становящееся, если идти тупым путем ничего не придумывая, опасным с точки зрения поражения током персонала напряжения.
Отдельный разговор о самой дуге горящей на конце такой кабельной системы. Точнее ей-то все равно, а вот водолазу сплошная морока. При большом сопротивлении проводов, а особенно индуктивности дуга становиться ужасно капризной и практически неуправляемой. Как тут обходятся импортные ребята не знаю, у нашего стоят достато мощные "мозги"и серьезное оригинальное матобеспечение, позволяющее в режиме риэл-тайм вносить необходимые поправки на паразитные параметры кабельной системы и дать водолазу спокойно работать как с обычным сухопутным сварочником.
Также интерресна энергетическая составляющая источников - она модульная, практически "неубиваемая" отказ одной или нескольких энергетических ячеек практически не влияет на работоспособность (принцип горячего резервирования, обычно применяемый на особо ответственных и дорогущих боевых системах, но сдесь удалось сделать все очень компактно и не дороже моноблочных конструкций). Также у модульных источников нет проблем с восстановительным ремонтом - ничего демонтировать и тащить с корабля на рембазу, а затем обратно не требуется. Замена модулей (6,7 кг и 4 литра обьемом) минутное дело и производится на месте.
Мой основной интерес к результам апробации - это правильность настроек ПО и матаппарата источников занимающихся расчетом поправок поскольку пришлось закладывать их параметры в основном руководствуясь собственным опытом и интуицией чем расчетами. Вот и гадаю попал не попал, может что надо подправить.
sam7> Это уже флуд. Наказуемый.
sam7> А про Ваше оборудование уже не раз просили рассказать.
sam7> А Вы молчите...
Оборудование универсально, имеет на борту программное обеспечение которое дает возможность поддерживать различные виды сварки, в т.ч. полуавтоматическую сварку, но штатно рассчитано в основном на два вида работ. Сварка штучными жлектродами и газотермическая резка. Второе интерресная штука. В стержневом электроде в центре не пруток металла, как у сварочного, а трубка через которую вдувается кислород под давлением. В результате получается, что-то вроде обычной кислородной газорезкирезки, при этом горящая электрическая дуга выполняет роль предварительного подогрева металла (у обычной газорезки это делается за счет горючего газа - обычно пропана) а собственно резка за счет, как обычно, горения металла в кислородной струе.
Основное отличие аппаратов для подводной сварки это большая длинна сварочных проводов уходящих на глубину и большая и могущая менятся их индуктивность (кабели наматываются на вьюшку - барабан, образуя мощьный паразитный соленоид). Для 21300 эти параметры вообще носят гипертрофированный характер. Заданная глубина сварки до 200 метров (это 400 м кабеля) плюс прокладка посудну получилась как в "Алмазе" ни выгадывали 135х2=270 метров, итого более полукилометра силовых проводов. Импортные ребята обычно ограничиваются глубиной 50-60 метров (100..200 м кабеля который должен к тому-же для компенсации паразитной индуктивности не на барабан по простому наматываться, а укладываться специальным образом "змейкой").
Длинные кабели имеют большое сопротивление и обуславливают большие потери энергии (больше чем на саму сварку) и источники для компенсации потерь должны иметь намного большую мощность, чем обычные и иметь большое и становящееся, если идти тупым путем ничего не придумывая, опасным с точки зрения поражения током персонала напряжения.
Отдельный разговор о самой дуге горящей на конце такой кабельной системы. Точнее ей-то все равно, а вот водолазу сплошная морока. При большом сопротивлении проводов, а особенно индуктивности дуга становиться ужасно капризной и практически неуправляемой. Как тут обходятся импортные ребята не знаю, у нашего стоят достато мощные "мозги"и серьезное оригинальное матобеспечение, позволяющее в режиме риэл-тайм вносить необходимые поправки на паразитные параметры кабельной системы и дать водолазу спокойно работать как с обычным сухопутным сварочником.
Также интерресна энергетическая составляющая источников - она модульная, практически "неубиваемая" отказ одной или нескольких энергетических ячеек практически не влияет на работоспособность (принцип горячего резервирования, обычно применяемый на особо ответственных и дорогущих боевых системах, но сдесь удалось сделать все очень компактно и не дороже моноблочных конструкций). Также у модульных источников нет проблем с восстановительным ремонтом - ничего демонтировать и тащить с корабля на рембазу, а затем обратно не требуется. Замена модулей (6,7 кг и 4 литра обьемом) минутное дело и производится на месте.
Мой основной интерес к результам апробации - это правильность настроек ПО и матаппарата источников занимающихся расчетом поправок поскольку пришлось закладывать их параметры в основном руководствуясь собственным опытом и интуицией чем расчетами. Вот и гадаю попал не попал, может что надо подправить.

"Игорь Белоусов" сегодня...
Прикреплённые файлы:

В.1.> "Игорь Белоусов" сегодня...
И вчера
И вчера
Прикреплённые файлы:
Я его с "Красина" щелкнул...
Прикреплённые файлы:


Тоже свежее
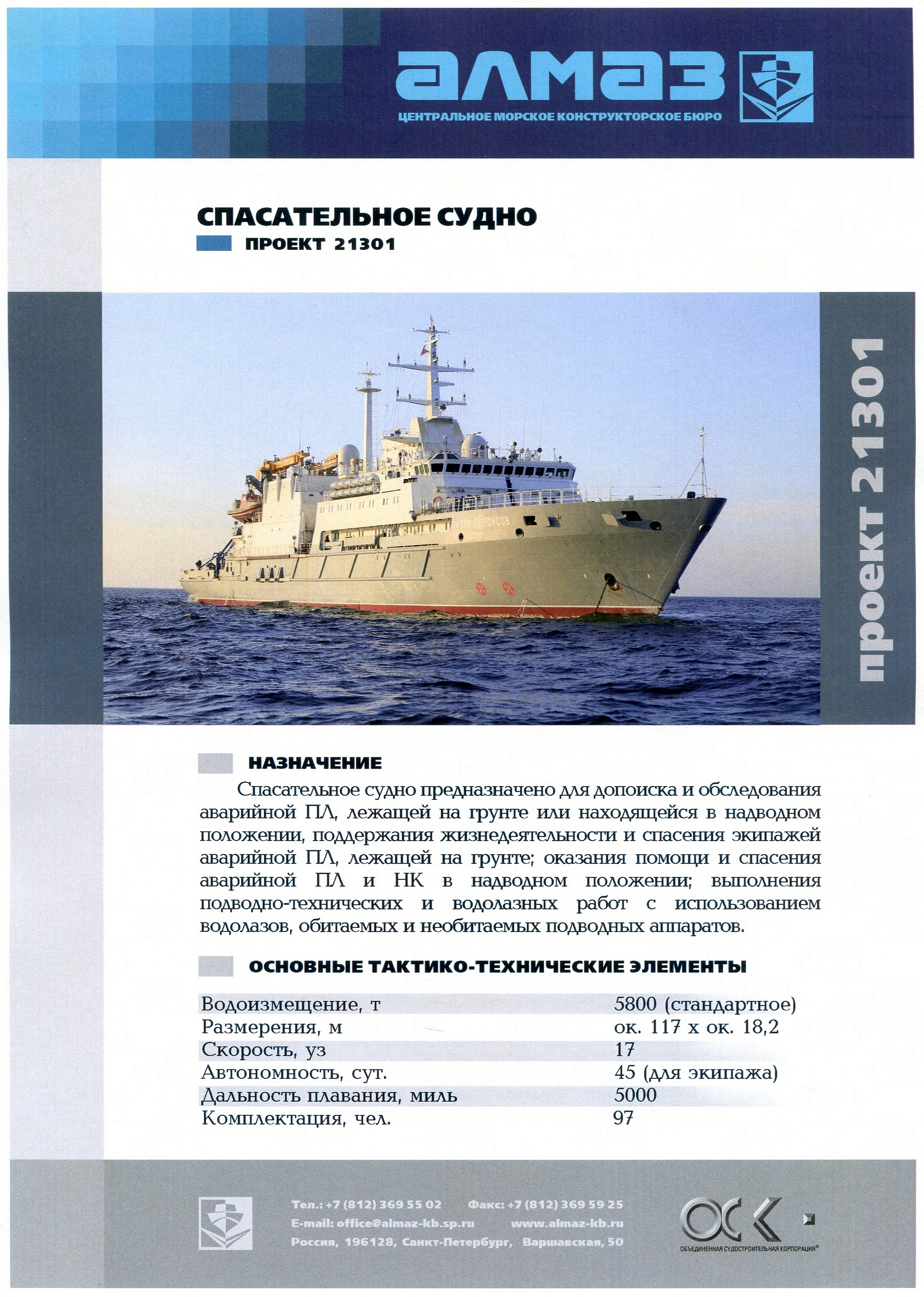
Экспортный вариант ССПЛ "Дельфин" - проект 21301:
Прикреплённые файлы:

Curious> Экспортный вариант ССПЛ "Дельфин" - проект 21301:
Прикреплённые файлы:
Модель на МВМС



Все фото здесь:
Все фото здесь:
Индия проявляет некий интерес к 21300:


СМИ: Индия заинтересовалась новейшим российским спасательным судном - ВПК.name
НЬЮ-ДЕЛИ, 13 июл — РИА Новости. Индия заинтересована в новейшем российском спасательном судне проекта 21300, сообщает в понедельник издание Economic Times со ссылкой на генерального директора "Адмиралтейских верфей" Александра Бузакова. "Со стороны индийских военно-морских сил поступили определенные запросы, и мы принимаем их во внимание, когда предлагаем продукт с нашей стороны. Также для индийских ВМС была проведена презентация на борту первого судна проекта 21300 на нашей верфи", — сказал Бузаков. По данным Economic Times, интерес Индии к проекту 21300 вызван тем, что в составе ВМС Индии на данный момент нет спасательного судна на случай ЧП с одной из индийских субмарин. // Дальше — vpk.nameIndia scouts for new deep sea rescue ship, in talks with Russia for latest model - The Economic Times
India is scouting for a new deep sea rescue ship to provide assistance to submarines in distress as well as to undertake underwater search. // economictimes.indiatimes.com

Несколько фото судна "Игорь Белоусов" 6 июля 2015
Но сперва немного лирики.
Белоусов Игорь Сергеевич - министр судпрома СССР (мне говорили, что последний министр - так ли?).
Лично для меня этот корабль (судно) особенный.
Имел честь быть с Игорем Сергеевичем немного знакомым (Отец работал с ним), правда, когда он был не у дел по судостроению, а ушел в Бизнес, в самом начале 90-х. Вообщем-то, именно он, наверно, меня авиатора, по образованию (тогда еще студента МАИ), окончательно пристрастил к кораблям. Как красочными рассказами (особенно мне запомнилось о ПЛАРБ 941 проекта - "два корпуса параллелньно - катамаран" и т.д., был экскурс в здание напротив "Детского Мира", на Кузнецком мосту (куча моделей судов). И, дав, огромную книгу US WAR MACHINE (которую, кстати, с его слов, ему подарил какой-то оч. большой адмирал в US NAVY). Впервые в жизни увидел качественные фото кораблей как US NAVY (в первую очередь авианосцы поразили сознание) так и нашего ВМФ. До этого про корабли имел только представление по 2-м книгам детства - Г. Смирнов "Корабли и сражения" и "Книга будущих Адмиралов".
Теперь есть судно имени И. С. Белоусова.
Лично от меня Спасибо!
Но сперва немного лирики.
Белоусов Игорь Сергеевич - министр судпрома СССР (мне говорили, что последний министр - так ли?).
Лично для меня этот корабль (судно) особенный.
Имел честь быть с Игорем Сергеевичем немного знакомым (Отец работал с ним), правда, когда он был не у дел по судостроению, а ушел в Бизнес, в самом начале 90-х. Вообщем-то, именно он, наверно, меня авиатора, по образованию (тогда еще студента МАИ), окончательно пристрастил к кораблям. Как красочными рассказами (особенно мне запомнилось о ПЛАРБ 941 проекта - "два корпуса параллелньно - катамаран" и т.д., был экскурс в здание напротив "Детского Мира", на Кузнецком мосту (куча моделей судов). И, дав, огромную книгу US WAR MACHINE (которую, кстати, с его слов, ему подарил какой-то оч. большой адмирал в US NAVY). Впервые в жизни увидел качественные фото кораблей как US NAVY (в первую очередь авианосцы поразили сознание) так и нашего ВМФ. До этого про корабли имел только представление по 2-м книгам детства - Г. Смирнов "Корабли и сражения" и "Книга будущих Адмиралов".
Теперь есть судно имени И. С. Белоусова.
Лично от меня Спасибо!
Прикреплённые файлы:

BarD> Несколько фото судна "Игорь Белоусов" 6 июля 2015
Прикреплённые файлы:
BarD>> Несколько фото судна "Игорь Белоусов" 6 июля 2015
Прикреплённые файлы:
BarD>>> Несколько фото судна "Игорь Белоусов" 6 июля 2015
Прикреплённые файлы:
BarD>>>> Несколько фото судна "Игорь Белоусов" 6 июля 2015
Прикреплённые файлы:
BarD>>>>> Несколько фото судна "Игорь Белоусов" 6 июля 2015
Прикреплённые файлы:
Реклама Google — средство выживания форумов :)
BarD>>>>>> Несколько фото судна "Игорь Белоусов" 6 июля 2015
Прикреплённые файлы:

Copyright © Balancer 1997..2024
Создано 03.04.2006
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 03.04.2006
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.

{kind=link}
{kind=link}