 mico_03
mico_03
 инфо
инфо инструменты
инструменты Invar
Invar

 Bredonosec
Bredonosec
 Invar
Invar


 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
![[image]](https://www.balancer.ru/cache/sites/org/wi/wikimedia/upload/wikipedia/commons/thumb/9/95/Redigo_01.jpg/128x128-crop/800px-Redigo_01.jpg)
Малые ТВД и их перспективы
Турбовинтовые двигатели, если что.Теги:

Натурные испытания.

Летные испытания газотурбинного двигателя МГТД-20, изготовленного методом 3D-печати
Как сообщил 22 июля 2020 года российский Фонд перспективных исследований, в Татарстане на базе авиационного центра "Казанбаш" впервые в России прошли летные испытания газотурбинного двигателя МГТД-20, изготовленного методом 3D-печати. Силовая установка с тягой 22 кгс разработана в рамках совместного... // vpk.name

m.0.> Натурные испытания.
Основны элементы не равно основны детали - читай прямого указания на колесо нет, но частота при таких габаритах вполне достойная приличного алюминия/титану.
Фрезеровать титаново колесико цб компрессора - удовольствие ещё то.
Но на выходе за счёт хировывернутых тоненьких лопаток можно поиметь приличный пк, кпд, и расходны характеристики. Или усталостны трещины, если не повезёт с формой/технологией

Максимальные обороты двигателя составили 101600 об/мин, рабочие - 58000 об/мин.
Совместный проект Фонда перспективных исследований и ФГУП "ВИАМ" по разработке материалов нового поколения для аддитивных технологий изготовления конструктивных элементов авиационных и ракетных двигателей стартовал в ноябре 2015 года. В рамках проекта создана технология изготовления деталей МГТД и газотурбинных установок промышленного назначения методом послойного лазерного сплавления с использованием металлопорошковых композиций жаропрочного и алюминиевого сплавов. Ряд разработанных сплавов по прочностным характеристикам превосходит зарубежные аналоги более чем на 20%. Время изготовления основных элементов двигателей благодаря новой технологии удалось сократить в 20 раз при более чем двукратном снижении стоимости их производства.
Основны элементы не равно основны детали - читай прямого указания на колесо нет, но частота при таких габаритах вполне достойная приличного алюминия/титану.
Фрезеровать титаново колесико цб компрессора - удовольствие ещё то.
Но на выходе за счёт хировывернутых тоненьких лопаток можно поиметь приличный пк, кпд, и расходны характеристики. Или усталостны трещины, если не повезёт с формой/технологией




Invar> Фрезеровать титаново колесико цб компрессора - удовольствие ещё то.
Смотрел на "Металлообработке-2019" как на соседнем стенде многокоординатный станок с ЧПУ фрезерует крыльчатку диаметром миллиметров 150 (правда, материал не уточнял). Спросил у хозяев - сколько времени требуется на полный цикл? Часа четыре. Но в принципе, можно и напечатать.
Смотрел на "Металлообработке-2019" как на соседнем стенде многокоординатный станок с ЧПУ фрезерует крыльчатку диаметром миллиметров 150 (правда, материал не уточнял). Спросил у хозяев - сколько времени требуется на полный цикл? Часа четыре. Но в принципе, можно и напечатать.

Invar> Основны элементы не равно основны детали - читай прямого указания на колесо нет, но частота при таких габаритах вполне достойная приличного алюминия/титану.
Invar> Но на выходе за счёт хировывернутых тоненьких лопаток можно поиметь приличный пк, кпд, и расходны характеристики. Или усталостны трещины, если не повезёт с формой/технологией
Надо учитывать еще одну вводную - б\у сокол это в настоящее время (после "отъема" у них Альтиуса-х) разработчики БЛА средних типоразмеров мгх (в первом приближении) с ограниченным количеством посадок и ресурса движка. Выводы делайте сами, попадают они в десятку под свои задачи с этой технологией или нет.
Invar> Но на выходе за счёт хировывернутых тоненьких лопаток можно поиметь приличный пк, кпд, и расходны характеристики. Или усталостны трещины, если не повезёт с формой/технологией
Надо учитывать еще одну вводную - б\у сокол это в настоящее время (после "отъема" у них Альтиуса-х) разработчики БЛА средних типоразмеров мгх (в первом приближении) с ограниченным количеством посадок и ресурса движка. Выводы делайте сами, попадают они в десятку под свои задачи с этой технологией или нет.
Invar> Фрезеровать титаново колесико цб компрессора - удовольствие ещё то.
Invar> Но на выходе за счёт хировывернутых тоненьких лопаток можно поиметь приличный пк, кпд, и расходны характеристики. Или усталостны трещины, если не повезёт с формой/технологией
по памяти на цб компрессорах нередко лопатки к внешнему диаметру загнуты против направления вращения. Тут, по идее, чтоб отфрезеровать, надо фрезой с каждой лопатки подбираться из жопы.. впечатление, что печать тут самое оно, если достаточно тонкие слои и поверхность не будет излишне грубой.
Ну и отрабатывать толщину лопаток выйдет достаточно легко - просто в модели какую-нибудь переменную сменил и пустил на печать снова..
Invar> Но на выходе за счёт хировывернутых тоненьких лопаток можно поиметь приличный пк, кпд, и расходны характеристики. Или усталостны трещины, если не повезёт с формой/технологией
по памяти на цб компрессорах нередко лопатки к внешнему диаметру загнуты против направления вращения. Тут, по идее, чтоб отфрезеровать, надо фрезой с каждой лопатки подбираться из жопы.. впечатление, что печать тут самое оно, если достаточно тонкие слои и поверхность не будет излишне грубой.
Ну и отрабатывать толщину лопаток выйдет достаточно легко - просто в модели какую-нибудь переменную сменил и пустил на печать снова..


Bredonosec> Тут, по идее, чтоб отфрезеровать, надо фрезой с каждой лопатки подбираться из жопы..
Д.В.>> Авторизация
Bredonosec> что-то он меня отправляет просто на я-диск, а не к файлу..
А так?

Bredonosec> что-то он меня отправляет просто на я-диск, а не к файлу..
А так?
Скачайте файл или обновите браузер
Скачайте файл или обновите браузерОбновите браузер, чтобы открывать документы в облаке или скачайте файл и откройте его на компьютере.MVI_1095.MOV Скачать файл Установите Яндекс.Браузер Регулярные обновленияБезопасностьСинхронизацияБраузер умеет автоматически обновляться до последней актуальной версии.Технология Protect проверяет сайты и файлы на вирусы, блокирует страницы мошенников.Режим Турбо при низкой скорости соединения ускоряет загрузку сайтов и экономит трафик.Скачать Яндекс.Браузер Скачайте файл или обновите браузерОбновите браузер, чтобы открывать документы в облаке или скачайте файл и откройте его на компьютере.MVI_1095.MOV Скачать файл Установите Яндекс.Браузер Регулярные обновленияБезопасностьСинхронизацияБраузер умеет автоматически обновляться до последней актуальной версии.Технология Protect проверяет сайты и файлы на вирусы, блокирует страницы мошенников.Режим Турбо при низкой скорости соединения ускоряет загрузку сайтов и экономит трафик.Скачать Яндекс.Браузер Скачайте… // Дальше — yadi.sk
Д.В.> А так?
спасибо )
Все эти наклоны - чтоб выгрызть материал по всем углам?
кмк, как-то нерационально используется.. логичнее было бы сначала фрезой елозить одну сторону щели на заметную глубину, потом наклонить в обратную сторону - и елозить обратную сторону щели..
Сокращается число движений, снижается износ узлов..
Но мож я чего не знаю - напр, по техкарте обработки такой режим противопоказан..
спасибо )
Все эти наклоны - чтоб выгрызть материал по всем углам?
кмк, как-то нерационально используется.. логичнее было бы сначала фрезой елозить одну сторону щели на заметную глубину, потом наклонить в обратную сторону - и елозить обратную сторону щели..
Сокращается число движений, снижается износ узлов..
Но мож я чего не знаю - напр, по техкарте обработки такой режим противопоказан..
Invar>> Фрезеровать титаново колесико цб компрессора - удовольствие ещё то.
Д.В.> Смотрел на "Металлообработке-2019" как на соседнем стенде многокоординатный станок с ЧПУ фрезерует крыльчатку диаметром миллиметров 150 (правда, материал не уточнял). Спросил у хозяев - сколько времени требуется на полный цикл? Часа четыре. Но в принципе, можно и напечатать.
а субару, порше и ролс/бентли свои турбокомпрессора как делают? литьё?
Д.В.> Смотрел на "Металлообработке-2019" как на соседнем стенде многокоординатный станок с ЧПУ фрезерует крыльчатку диаметром миллиметров 150 (правда, материал не уточнял). Спросил у хозяев - сколько времени требуется на полный цикл? Часа четыре. Но в принципе, можно и напечатать.
а субару, порше и ролс/бентли свои турбокомпрессора как делают? литьё?

...
m.0.> Надо учитывать еще одну вводную - б\у сокол это в настоящее время (после "отъема" у них Альтиуса-х) разработчики БЛА средних типоразмеров мгх (в первом приближении) с ограниченным количеством посадок и ресурса движка. Выводы делайте сами, попадают они в десятку под свои задачи с этой технологией или нет.
А хз, они же про конкретику молчат.
Как и протчие") как там ВК-800?
как там ВК-800?
Плюс тут только в том, шо базовое число усталостных циклов нарабатывается на испытаниях таких жужжалок очень быстро.
Для топновостнх лопаток из ПКМ для ПД-14 и тем более ПД-35 частоты по первой форме в десятках-край сотнях герц - месяцы, если не годы испытаний на автономке.
Тут минимум первые килогерцы - читай считанны часы наработки.
Ресурс в посчитанных оборотах меня впечатлил - до чего электроника дошла
Ну и возможность попытаться программно обойти резонансны частоты
m.0.> Надо учитывать еще одну вводную - б\у сокол это в настоящее время (после "отъема" у них Альтиуса-х) разработчики БЛА средних типоразмеров мгх (в первом приближении) с ограниченным количеством посадок и ресурса движка. Выводы делайте сами, попадают они в десятку под свои задачи с этой технологией или нет.
А хз, они же про конкретику молчат.
Как и протчие
") как там ВК-800?
как там ВК-800?Плюс тут только в том, шо базовое число усталостных циклов нарабатывается на испытаниях таких жужжалок очень быстро.
Для топновостнх лопаток из ПКМ для ПД-14 и тем более ПД-35 частоты по первой форме в десятках-край сотнях герц - месяцы, если не годы испытаний на автономке.
Тут минимум первые килогерцы - читай считанны часы наработки.
Ресурс в посчитанных оборотах меня впечатлил - до чего электроника дошла
Ну и возможность попытаться программно обойти резонансны частоты
m.0.>> Натурные испытания.
Invar> Основны элементы не равно основны детали - читай прямого указания на колесо нет, но частота при таких габаритах вполне достойная приличного алюминия/титану.
Уточнили для более крупного в линейке. Таки "статорные":
Invar> Основны элементы не равно основны детали - читай прямого указания на колесо нет, но частота при таких габаритах вполне достойная приличного алюминия/титану.
Уточнили для более крупного в линейке. Таки "статорные":
Как сообщает пресс-служба ВИАМ, в состав малоразмерного газотурбинного двигателя вошли шесть ответственных деталей, изготовленных по технологии 3D-печати методом селективного лазерного наплавления металлопорошковых композиций (SLM): жаровая труба, фронтовое устройство, реактивное сопло, корпус компрессора, корпус входного направляющего аппарата и сопловой аппарат. По результатам испытаний параметры силовой установки превзошли требования по техническому заданию проекта: максимальная тяга составила 151,6 кгс, превысив показатели прототипа на 20%, при этом удельный расход топлива и температура газов за турбиной снизились на 10% без изменения массы двигателя.
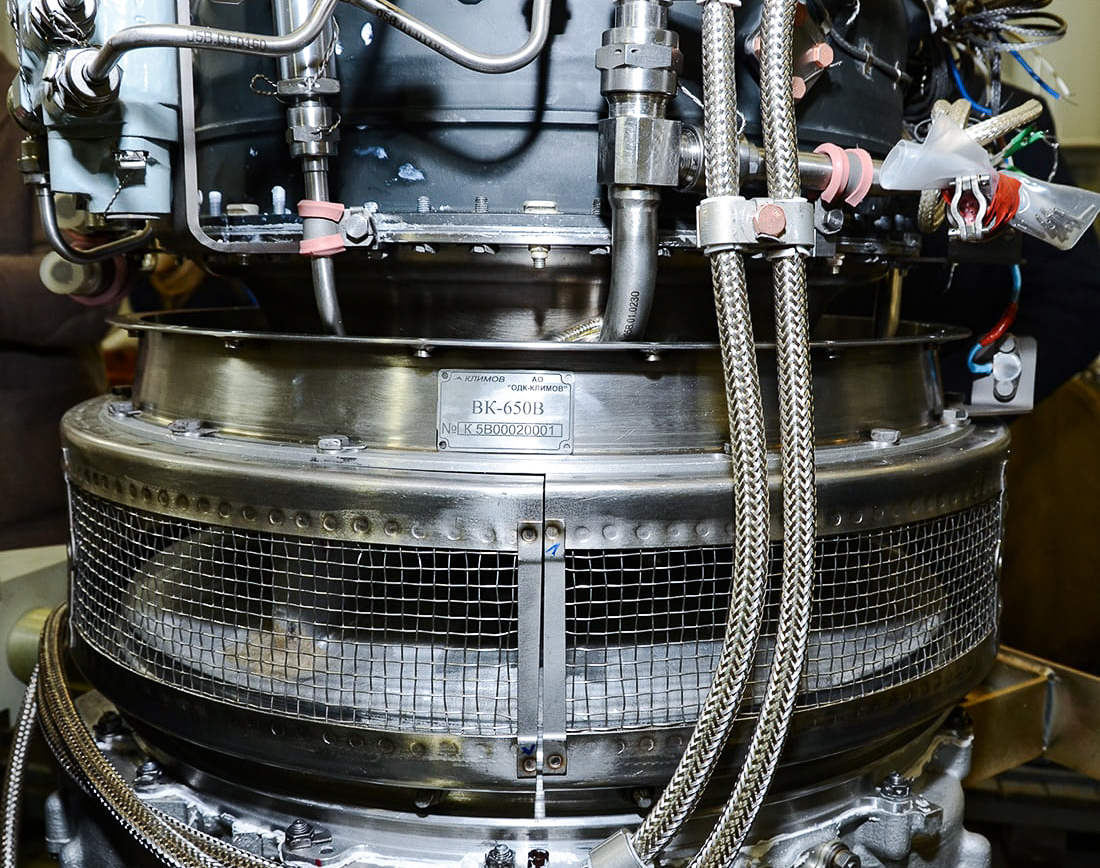
Новости по ВК-650В
Фотка как есть. Ни разу конечно не стенд-вертикальна сборка и то
Главное, шильдик видно.

Фотка как есть. Ни разу конечно не стенд-вертикальна сборка и то

Главное, шильдик видно.
Ростех изготовил демонстратор отечественного двигателя для Ка-226Т
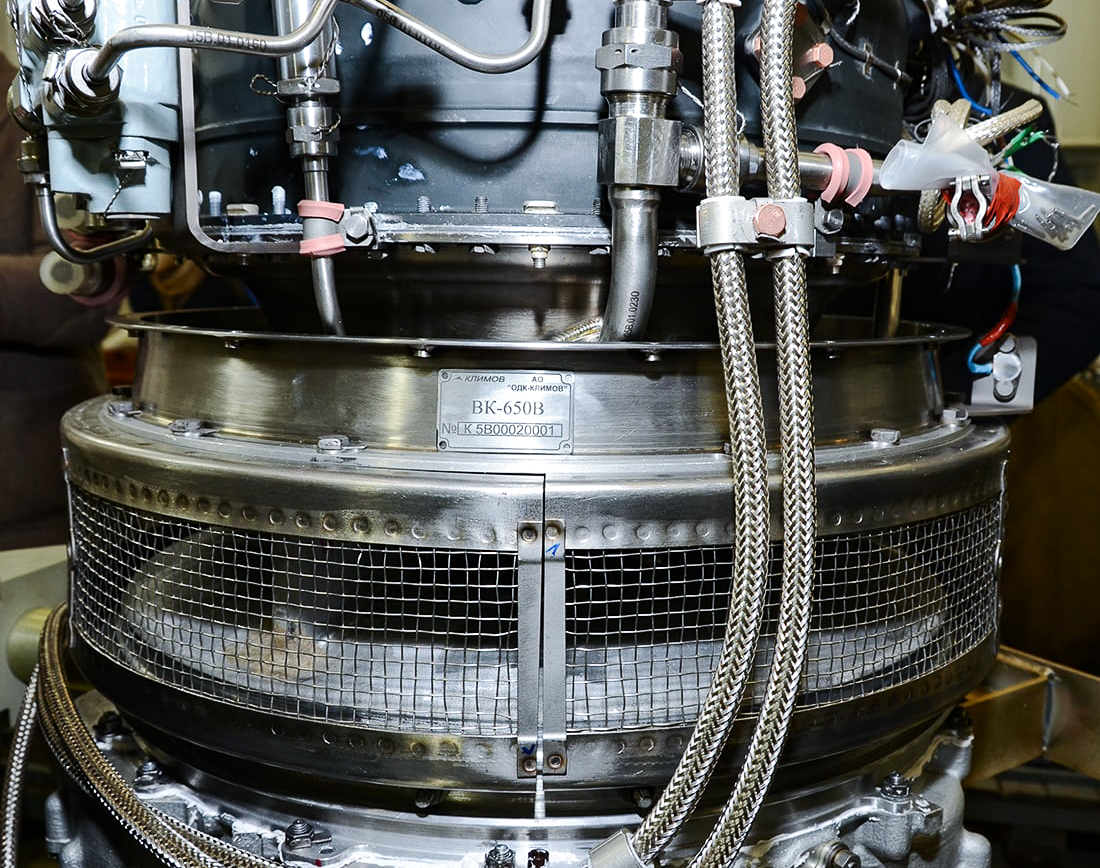
Демонстратор нового отечественного двигателя ВК-650В, который заменит импортные силовые установки для вертолетов Ка-226Т, собран и установлен на испытательный стенд на «ОДК-Климов» Объединенной двигателестроительной корпорации. Завершается его подготовка к инженерным испытаниям. Двигатель ВК-650В имеет взлетную мощность 650 л.с., предназначен для эксплуатации в составе российских вертолетов легкого класса Ка-226Т. Также возможна его установка на вертолеты «Ансат-У», VRT-500 и зарубежные вертолеты того же класса грузоподъемности. // Дальше — rostec.ru
Invar> Новости по ВК-650В
Invar> ... Ни разу конечно не стенд-вертикальна сборка и то
Invar> Главное, шильдик видно.
Invar> https://...
Не понял как шильдик на нем закреплен.
Invar> ... Ни разу конечно не стенд-вертикальна сборка и то
Invar> Главное, шильдик видно.
Invar> https://...
Не понял как шильдик на нем закреплен.
Invar>> Новости по ВК-650В
Invar>> ... Ни разу конечно не стенд-вертикальна сборка и то
.....
m.0.> Не понял как шильдик на нем закреплен.
Хреново (в части прочтения повёрнут на 90?)
Точечной сваркой по четырём углам - технология.
С корпусами - проставками там сюр какой-то, ПМСМ конечно.
Комплект гнёзд к разъёму в пакетике тож смотрится
Invar>> ... Ни разу конечно не стенд-вертикальна сборка и то
.....
m.0.> Не понял как шильдик на нем закреплен.
Хреново (в части прочтения повёрнут на 90?)
Точечной сваркой по четырём углам - технология.
С корпусами - проставками там сюр какой-то, ПМСМ конечно.
Комплект гнёзд к разъёму в пакетике тож смотрится
Invar>>> Новости по ВК-650В
Invar> Invar>> ... Ни разу конечно не стенд-вертикальна сборка и то
Invar> .....
m.0.>> Не понял как шильдик на нем закреплен.
Invar> Хреново (в части прочтения повёрнут на 90?)
Видать не серийный, за т\с не думали.
Invar> Точечной сваркой по четырём углам - технология.
Не по всем углам шильдика можно предположить наличие сварки - куда смотрел заказчик?
Invar> Комплект гнёзд к разъёму в пакетике тож смотрится
Это не понял. Кроме того, кабельные части КМЧ допускается поставлять россыпью.
Invar> Invar>> ... Ни разу конечно не стенд-вертикальна сборка и то
Invar> .....
m.0.>> Не понял как шильдик на нем закреплен.
Invar> Хреново (в части прочтения повёрнут на 90?)
Видать не серийный, за т\с не думали.
Invar> Точечной сваркой по четырём углам - технология.
Не по всем углам шильдика можно предположить наличие сварки - куда смотрел заказчик?
Invar> Комплект гнёзд к разъёму в пакетике тож смотрится
Это не понял. Кроме того, кабельные части КМЧ допускается поставлять россыпью.
Invar>> Точечной сваркой по четырём углам - технология.
m.0.> Не по всем углам шильдика можно предположить наличие сварки - куда смотрел заказчик?
Да ладно, чай из него не стрелять, а точки таки видны
Правда есть некоторы странны моменты: "пустые" крепежны отверстия по фланцу (тот, шо сверху шильдика) и непонятный кольцевой зазор (неприкрытый даж сеткой) там же
Invar>> Комплект гнёзд к разъёму в пакетике тож смотрится
m.0.> Это не понял. Кроме того, кабельные части КМЧ допускается поставлять россыпью.
Тут два варианта: либо еще не смонтированая ответна самолетна/стендова часть (бывает), либо двигательная (не должно из-за снижения КЗО стендов, но тож бывает )
m.0.> Не по всем углам шильдика можно предположить наличие сварки - куда смотрел заказчик?
Да ладно, чай из него не стрелять, а точки таки видны

Правда есть некоторы странны моменты: "пустые" крепежны отверстия по фланцу (тот, шо сверху шильдика) и непонятный кольцевой зазор (неприкрытый даж сеткой) там же
Invar>> Комплект гнёзд к разъёму в пакетике тож смотрится
m.0.> Это не понял. Кроме того, кабельные части КМЧ допускается поставлять россыпью.
Тут два варианта: либо еще не смонтированая ответна самолетна/стендова часть (бывает), либо двигательная (не должно из-за снижения КЗО стендов, но тож бывает )
m.0.>> Не по всем углам шильдика можно предположить наличие сварки - куда смотрел заказчик?
Invar> Да ладно, чай из него не стрелять, а точки таки видны
Ха, никогда никогда не занимались химией (перекидыванием шильдика с отказного блока на исправный)? Ну ладно.
Invar> Да ладно, чай из него не стрелять, а точки таки видны
Ха, никогда никогда не занимались химией (перекидыванием шильдика с отказного блока на исправный)? Ну ладно.
m.0.>>> ...
m.0.> Ха, никогда никогда не занимались химией (перекидыванием шильдика с отказного блока на исправный)? Ну ладно.
А зачем? Саму проставку (куда приварен) перекинем
Меня больше смущат, шо сей фланец висит "в воздухе" и трубы в зазор уходят загадочно.
Демонстратор, кнечно, но всё равно...
А сшильдами быват и так
m.0.> Ха, никогда никогда не занимались химией (перекидыванием шильдика с отказного блока на исправный)? Ну ладно.
А зачем? Саму проставку (куда приварен) перекинем
Меня больше смущат, шо сей фланец висит "в воздухе" и трубы в зазор уходят загадочно.
Демонстратор, кнечно, но всё равно...
А сшильдами быват и так
Прикреплённые файлы:
Invar> А сшильдами быват и так
Мечта производства и страшный сон заказчика. Поэтому либо гравировка, либо шильдик на заклепках.
Мечта производства и страшный сон заказчика. Поэтому либо гравировка, либо шильдик на заклепках.
Invar>> А сшильдами быват и так
m.0.> Мечта производства и страшный сон заказчика. Поэтому либо гравировка, либо шильдик на заклепках.
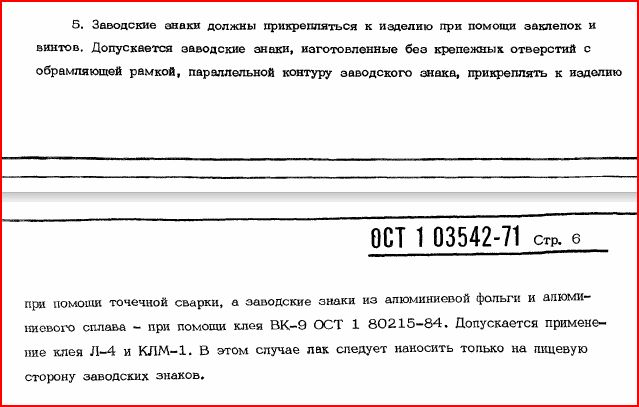
Но по ОСТу Приложение, правда, рекомендуемое, да и актуальность не проверял:
m.0.> Мечта производства и страшный сон заказчика. Поэтому либо гравировка, либо шильдик на заклепках.
Но по ОСТу
Приложение, правда, рекомендуемое, да и актуальность не проверял:
Прикреплённые файлы:
Invar>>> А сшильдами быват и так
m.0.>> Мечта производства и страшный сон заказчика. Поэтому либо гравировка, либо шильдик на заклепках.
Invar> Но по ОСТу. Приложение, правда, рекомендуемое, да и актуальность не проверял:
В ВК-9 клей хороший (щель в пластиковом поплавке карбюратора Урала заклеена 30 лет назад), но не для этих целей, и как бы это помягше сказать: все снимается мелкой фрезой (вместе с шильдиком - сталь \ люминий) за раз, остатки царапин на корпусе полировкой ГОИ и др., и о чудо - железо можно обозвать новым зав. №. Впрочем, не будем учить молодняк совершать мелкую химию.
Поэтому у опытного заказчика шильдик - только заклепками или полный изврат - гравировка на корпусе с последующей забивкой краской. Хотя в первом случае тоже есть варианты, но не будем, а то обвинят в экстремизме и др.
m.0.>> Мечта производства и страшный сон заказчика. Поэтому либо гравировка, либо шильдик на заклепках.
Invar> Но по ОСТу. Приложение, правда, рекомендуемое, да и актуальность не проверял:
В ВК-9 клей хороший (щель в пластиковом поплавке карбюратора Урала заклеена 30 лет назад), но не для этих целей, и как бы это помягше сказать: все снимается мелкой фрезой (вместе с шильдиком - сталь \ люминий) за раз, остатки царапин на корпусе полировкой ГОИ и др., и о чудо - железо можно обозвать новым зав. №. Впрочем, не будем учить молодняк совершать мелкую химию.
Поэтому у опытного заказчика шильдик - только заклепками или полный изврат - гравировка на корпусе с последующей забивкой краской. Хотя в первом случае тоже есть варианты, но не будем, а то обвинят в экстремизме и др.
Invar>> Но по ОСТу. Приложение, правда, рекомендуемое, да и актуальность не проверял:
m.0.> В ВК-9 клей хороший (щель в пластиковом поплавке карбюратора Урала заклеена 30 лет назад), но не для этих целей, и как бы это помягше сказать: все снимается мелкой фрезой (вместе с шильдиком...
У вас таки несколько иная специфика агрегатов. В большинстве случаев размещения (вот как на ВК-650В или ариусе, например) я бы просто погрел его феном до размягчения/деструкции клея
m.0.> Поэтому у опытного заказчика шильдик - только заклепками или полный изврат - гравировка на корпусе с последующей забивкой краской.
Поскольку приложение рекомендуемое - имат право
m.0.> Хотя в первом случае тоже есть варианты, но не будем, а то обвинят в экстремизме и др.
Не кокетничайте, кому мы тут сдались
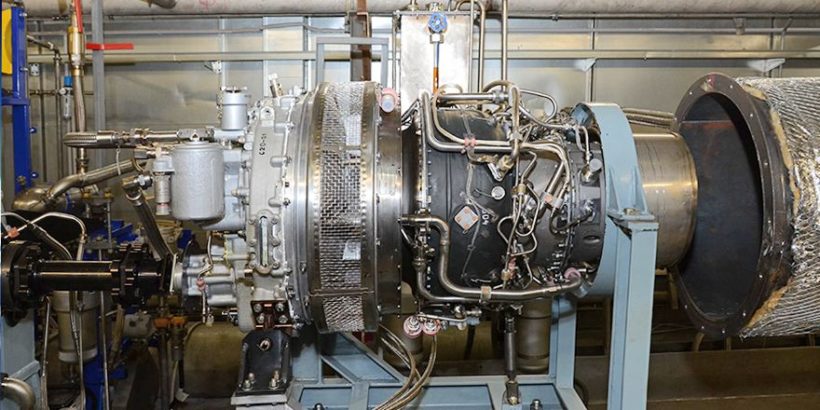
Ещё фотка ВК-650В (с подачи matvey) , шоб не сильно оффтопить:
ИМХО, в процессе монтажа на стенд - качество хреновое, но на разъёмах ещё видны заглушки.
m.0.> В ВК-9 клей хороший (щель в пластиковом поплавке карбюратора Урала заклеена 30 лет назад), но не для этих целей, и как бы это помягше сказать: все снимается мелкой фрезой (вместе с шильдиком...
У вас таки несколько иная специфика агрегатов. В большинстве случаев размещения (вот как на ВК-650В или ариусе, например) я бы просто погрел его феном до размягчения/деструкции клея
m.0.> Поэтому у опытного заказчика шильдик - только заклепками или полный изврат - гравировка на корпусе с последующей забивкой краской.
Поскольку приложение рекомендуемое - имат право
m.0.> Хотя в первом случае тоже есть варианты, но не будем, а то обвинят в экстремизме и др.
Не кокетничайте, кому мы тут сдались
Ещё фотка ВК-650В (с подачи matvey) , шоб не сильно оффтопить:
ИМХО, в процессе монтажа на стенд - качество хреновое, но на разъёмах ещё видны заглушки.
m.0.>> В ВК-9 клей хороший, ... но не для этих целей, ... все снимается мелкой фрезой (вместе с шильдиком...
Invar> У вас таки несколько иная специфика агрегатов...
Имеет место быть.
Invar>... В большинстве случаев размещения (вот как на ВК-650В или ариусе, например) я бы просто погрел его феном до размягчения/деструкции клея
Движок (почти гольное железо) это одно, а отказавший блок набитый электроникой (не более + 85) + высокотемпературный клей это другое. Кроме того, шильдик расположен вплотную на морде лица среди разъемов, лезть туда с феном = искать неприятности. В общем есть нюансы для фена.
m.0.>> Поэтому у опытного заказчика шильдик - только заклепками или полный изврат - гравировка на корпусе с последующей забивкой краской.
Invar> Поскольку приложение рекомендуемое - имат право
Никто не спорит, бо себе дороже. Просто вот так ...
m.0.>> Хотя в первом случае тоже есть варианты, но не будем, а то обвинят в экстремизме и др.
Invar> Не кокетничайте, кому мы тут сдались
Ни в коей мере, просто дураков и шустрых выслужиться всюду хватает.
Invar> Ещё фотка ВК-650В (с подачи matvey) , шоб не сильно оффтопить:
Invar> https://...
Invar> ИМХО, в процессе монтажа на стенд - качество хреновое, но на разъёмах ещё видны заглушки.
Угу. Кстати, если разъемы часто стыкуют \ расстыковывают, то на этапе испытаний лучше применять заглушки на гибком поводке (бо постоянно теряются), при поставке - технологические (без).
Invar> У вас таки несколько иная специфика агрегатов...
Имеет место быть.
Invar>... В большинстве случаев размещения (вот как на ВК-650В или ариусе, например) я бы просто погрел его феном до размягчения/деструкции клея
Движок (почти гольное железо) это одно, а отказавший блок набитый электроникой (не более + 85) + высокотемпературный клей это другое. Кроме того, шильдик расположен вплотную на морде лица среди разъемов, лезть туда с феном = искать неприятности. В общем есть нюансы для фена.
m.0.>> Поэтому у опытного заказчика шильдик - только заклепками или полный изврат - гравировка на корпусе с последующей забивкой краской.
Invar> Поскольку приложение рекомендуемое - имат право
Никто не спорит, бо себе дороже. Просто вот так ...
m.0.>> Хотя в первом случае тоже есть варианты, но не будем, а то обвинят в экстремизме и др.
Invar> Не кокетничайте, кому мы тут сдались
Ни в коей мере, просто дураков и шустрых выслужиться всюду хватает.
Invar> Ещё фотка ВК-650В (с подачи matvey) , шоб не сильно оффтопить:
Invar> https://...
Invar> ИМХО, в процессе монтажа на стенд - качество хреновое, но на разъёмах ещё видны заглушки.
Угу. Кстати, если разъемы часто стыкуют \ расстыковывают, то на этапе испытаний лучше применять заглушки на гибком поводке (бо постоянно теряются), при поставке - технологические (без).
Это сообщение редактировалось 31.01.2021 в 18:34
- yacc [01.02.2021 18:36]: Перенос сообщений в Электрический двигатель для самолётов
Реклама Google — средство выживания форумов :)
Invar>> ИМХО, в процессе монтажа на стенд - качество хреновое, но на разъёмах ещё видны заглушки.
m.0.> Угу. .....на этапе испытаний лучше применять заглушки на гибком поводке.
ЧУР Вас!
Тут тож не сойдемся - рядом со входом вихри враждебны - десятки м/с.
Конечно, вход закрывают, таж сетка, но нафик-нафик
m.0.> Угу. .....на этапе испытаний лучше применять заглушки на гибком поводке.
ЧУР Вас!
Тут тож не сойдемся - рядом со входом вихри враждебны - десятки м/с.
Конечно, вход закрывают, таж сетка, но нафик-нафик
Copyright © Balancer 1997..2021
Создано 05.11.2016
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 05.11.2016
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.

{kind=link}
{kind=link}
{kind=link}
{kind=link}