 pytnic
pytnic

 инфо
инфо инструменты
инструменты Xan
Xan

 Monya
Monya

 a_centaurus
a_centaurus

 SEA
SEA



 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
![[image]](https://www.balancer.ru/cache/forums/attaches/2016/06/128x128-crop/29-4222567-4-4.jpg)
3d технологии, моделирование и изготовление.
Теги:
Monya> Подшипник влез как прогнозировалось, с легким натягом после двух ударов об стол ")
/задумчиво/
После двух ударов об стол, я подшипник и в тейбл вставлю(пусть и с лёгким натягом)")

")
/задумчиво/
После двух ударов об стол, я подшипник и в тейбл вставлю(пусть и с лёгким натягом)
")




Monya>Только вот к сожалению слайсеры ее в процессе печати вроде не регулируют. (Ну или я не нашел как).
Не нашёл, да. В Cura это делается на вкладке "Расширения", пункт "Tweak at Z..."
Не нашёл, да. В Cura это делается на вкладке "Расширения", пункт "Tweak at Z..."

pytnic> После двух ударов об стол,
Навеяло:
— Аккуратно вставьте картридж с фотобарабаном в копир. Допускается не более трёх ударов ногой.
Навеяло:
— Аккуратно вставьте картридж с фотобарабаном в копир. Допускается не более трёх ударов ногой.
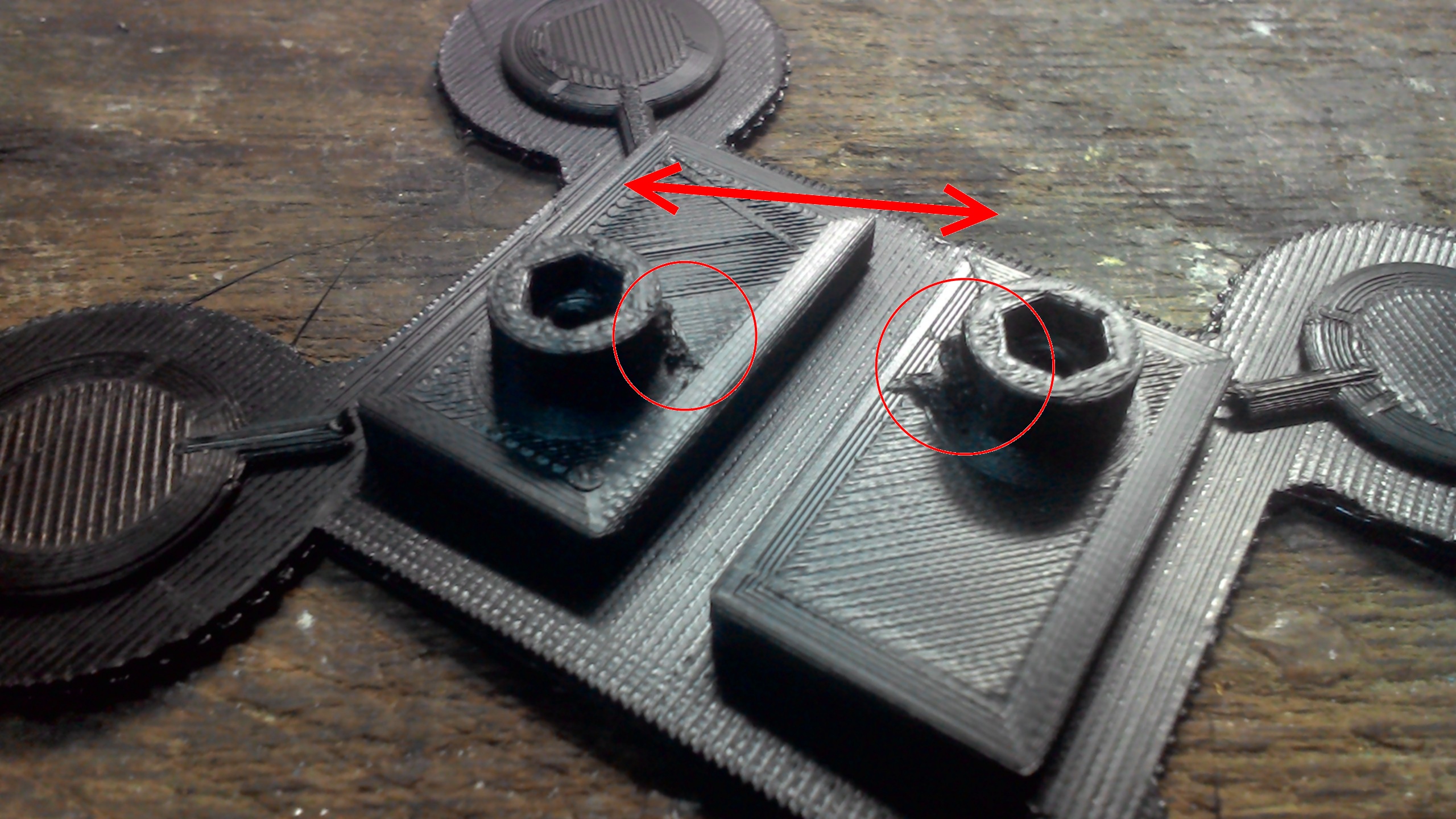
Вот еще вопрос к сведущим в тонкостях. Печатал детальку, что на фото. В конце, при печати бобышек под гайки, экструдер двигался в направлении по стрелке. Ну и поднахезал в местах соответствующих (кружками обведено). В принципе не страшно, сковыривается ногтем. Но и некрасиво как-то.
А как убрать такие гадости на будущее?
А как убрать такие гадости на будущее?
Прикреплённые файлы:


Monya> Вот еще вопрос к сведущим в тонкостях.
Monya> А как убрать такие гадости на будущее?
В 99% случаев напечатанные детали требуют механической доработки перед сборкой. Как и большинство выработанных по субтрактивным технологиям. Кто работал (работает) на сборке уникальных (не серийных) образцов. это знает. Поэтому должен быть набор обычных слесарных надфилей, кутеров или специально заточенных резцов. Ну и тонкие абразивные поверхности помогают. После деталь шпаклюется и окончательно окрашивается. Хорошо работает пескоструйка. На "будущее" можно попробовать оптимизировать start point в настройках. Именно из-за нестыковки или неточного возврата экструдера получаются такие наплывы. Я лично использую вот такую команду в настройках layer :Optimize start points for fastest printing speed. При ней меньше всего наплывов, а те которые получаются легко убрать надфилем или наждачкой на пластиковой карточке (имею несколько номеров, наклеенные на разной ширины полоски пластика)
Monya> А как убрать такие гадости на будущее?
В 99% случаев напечатанные детали требуют механической доработки перед сборкой. Как и большинство выработанных по субтрактивным технологиям. Кто работал (работает) на сборке уникальных (не серийных) образцов. это знает. Поэтому должен быть набор обычных слесарных надфилей, кутеров или специально заточенных резцов. Ну и тонкие абразивные поверхности помогают. После деталь шпаклюется и окончательно окрашивается. Хорошо работает пескоструйка. На "будущее" можно попробовать оптимизировать start point в настройках. Именно из-за нестыковки или неточного возврата экструдера получаются такие наплывы. Я лично использую вот такую команду в настройках layer :Optimize start points for fastest printing speed. При ней меньше всего наплывов, а те которые получаются легко убрать надфилем или наждачкой на пластиковой карточке (имею несколько номеров, наклеенные на разной ширины полоски пластика)

a.c.> В 99% случаев напечатанные детали требуют механической доработки перед сборкой. Как и большинство выработанных по субтрактивным технологиям. Кто работал (работает) на сборке уникальных (не серийных) образцов. это знает.
Это-то понятно, не обсуждается.
a.c.> Поэтому должен быть набор обычных слесарных надфилей, кутеров или специально заточенных резцов. Ну и тонкие абразивные поверхности помогают. После деталь шпаклюется и окончательно окрашивается. Хорошо работает пескоструйка. На "будущее" можно попробовать оптимизировать start point в настройках.
Тоже не вопрос. Моделизмом вроде не первый год занимаюсь. Для этой детали вообще-то некритично - чисто технологическая держалка, поэтому и не обрабатывал. Поэтому и качество печати выставлено было невысокое.Сковырнул - и ладно.
a.c.> Именно из-за нестыковки или неточного возврата экструдера получаются такие наплывы.
Странно. У меня сложилось впечатление, что это вроде как остатки/натек пластика при переходе зкструдера от печати одного цилиндра к печати другого через пустое место. Наплывы как раз на траектории перемещения экструдера оказались. Иногда даже тонкие ниточки оставались - тянулись от одной бобышки к другой. И к основной детали практически не прилипли. Вот и спрашиваю - какими-нибудь настройками это лечится?
a.c.> Я лично использую вот такую команду в настройках layer :Optimize start points for fastest printing speed. При ней меньше всего наплывов, а те которые получаются легко убрать надфилем или наждачкой на пластиковой карточке (имею несколько номеров, наклеенные на разной ширины полоски пластика)
Ну эту опцию я вроде включал.
Это-то понятно, не обсуждается.
a.c.> Поэтому должен быть набор обычных слесарных надфилей, кутеров или специально заточенных резцов. Ну и тонкие абразивные поверхности помогают. После деталь шпаклюется и окончательно окрашивается. Хорошо работает пескоструйка. На "будущее" можно попробовать оптимизировать start point в настройках.
Тоже не вопрос. Моделизмом вроде не первый год занимаюсь. Для этой детали вообще-то некритично - чисто технологическая держалка, поэтому и не обрабатывал. Поэтому и качество печати выставлено было невысокое.Сковырнул - и ладно.
a.c.> Именно из-за нестыковки или неточного возврата экструдера получаются такие наплывы.
Странно. У меня сложилось впечатление, что это вроде как остатки/натек пластика при переходе зкструдера от печати одного цилиндра к печати другого через пустое место. Наплывы как раз на траектории перемещения экструдера оказались. Иногда даже тонкие ниточки оставались - тянулись от одной бобышки к другой. И к основной детали практически не прилипли. Вот и спрашиваю - какими-нибудь настройками это лечится?
a.c.> Я лично использую вот такую команду в настройках layer :Optimize start points for fastest printing speed. При ней меньше всего наплывов, а те которые получаются легко убрать надфилем или наждачкой на пластиковой карточке (имею несколько номеров, наклеенные на разной ширины полоски пластика)
Ну эту опцию я вроде включал.
Monya>Вот и спрашиваю - какими-нибудь настройками это лечится?
Можно попробовать в таких местах снижать скорость холостого перевода экструдера.
Можно попробовать в таких местах снижать скорость холостого перевода экструдера.
Massaraksh> Можно попробовать в таких местах снижать скорость холостого перевода экструдера.
А это только ручками в редакторе G-кода или можно где-то в Cura выставить?
А это только ручками в редакторе G-кода или можно где-то в Cura выставить?
Monya> А это только ручками в редакторе G-кода или можно где-то в Cura выставить?
Я же выше написал: "tweak at z". Там можно изменить почти любой параметр на любом слое/группе слоев.
Я же выше написал: "tweak at z". Там можно изменить почти любой параметр на любом слое/группе слоев.
Monya>>Вот и спрашиваю - какими-нибудь настройками это лечится?
Massaraksh> Можно попробовать в таких местах снижать скорость холостого перевода экструдера.
Там (в Cura расширенной версии) ещё есть настройка (группа настроек) управления трактом. Когда нить немного втягивается внутрь перед тем, как переместить сопло. Сам пока с этим не работал, сопли легко зачищаются напильником без последствий.
Massaraksh> Можно попробовать в таких местах снижать скорость холостого перевода экструдера.
Там (в Cura расширенной версии) ещё есть настройка (группа настроек) управления трактом. Когда нить немного втягивается внутрь перед тем, как переместить сопло. Сам пока с этим не работал, сопли легко зачищаются напильником без последствий.

Monya>>>Вот и спрашиваю - какими-нибудь настройками это лечится?
SashaMaks> Там (в Cura расширенной версии) ещё есть настройка (группа настроек) управления трактом. Когда нить немного втягивается внутрь перед тем, как переместить сопло.
НАстройка называется retraction (втягивание), есть практически в любом слайсере. Я ее использую всегда и для всех материалов. Да, для разных материалов длина ретракции разная. А самое главное - для экструдеров с трубкой (bowden hotend, когда шаговый двигатель где то в стороне) величина втягивания больше. Я использую 4мм.
SashaMaks> Там (в Cura расширенной версии) ещё есть настройка (группа настроек) управления трактом. Когда нить немного втягивается внутрь перед тем, как переместить сопло.
НАстройка называется retraction (втягивание), есть практически в любом слайсере. Я ее использую всегда и для всех материалов. Да, для разных материалов длина ретракции разная. А самое главное - для экструдеров с трубкой (bowden hotend, когда шаговый двигатель где то в стороне) величина втягивания больше. Я использую 4мм.


SashaMaks> ... сопли легко зачищаются напильником без последствий.
Так-то оно так. Иногда и ногтем можно сковырнуть. Только если два выступающих элемента рядом окажется - есть вариант просто не подлезть. Вот и интересуюсь на будущее.
Так-то оно так. Иногда и ногтем можно сковырнуть. Только если два выступающих элемента рядом окажется - есть вариант просто не подлезть. Вот и интересуюсь на будущее.
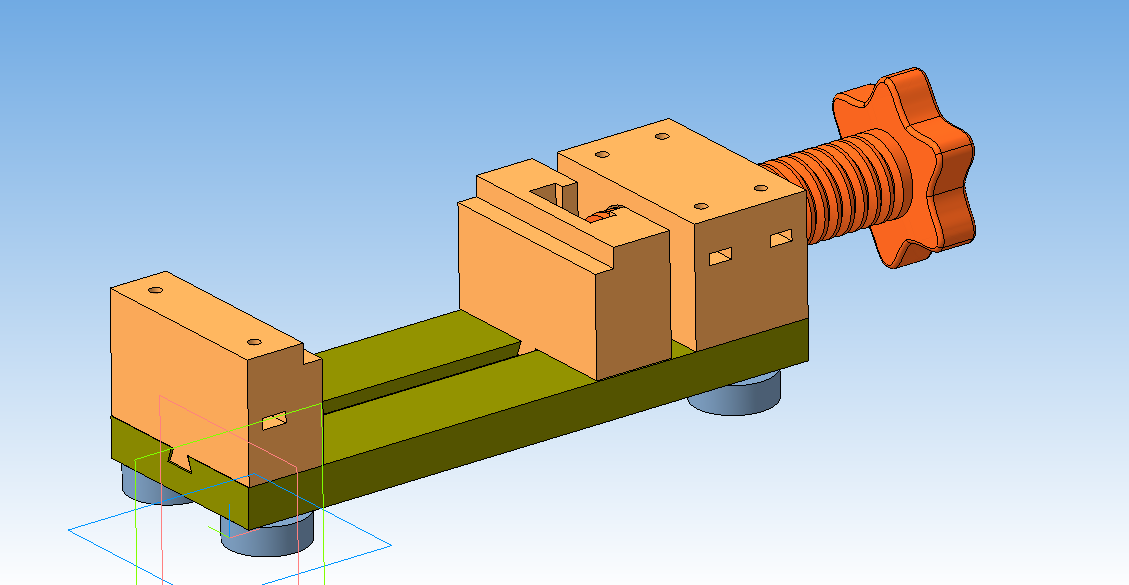
Сделал мини-тиски для печатных плат (а больше для своего удовольствия). Из не напечатанного на принтере только 4 самореза, 4 болта, 4 гайки и 4 шайбы.
Прикреплённые файлы:
Написал статью о передаче файлов с PC на SD-карту 3D-принтера через Wifi.

Наткнулся на энтузиаста 3D печати в "ракетостроении" - может кому пригодится...
Мне любопытными показались различные варианты крепежа камер.
Мне любопытными показались различные варианты крепежа камер.

Известно, что напечатанная деталь предпочитает ломаться "по слоям".
Обратил внимание, что "заокеанские коллеги-печатники" печатают не "в лоб" (как нарисовано), а "наклоняют" деталь (например головную часть). При этом слои печати идут "как бы с наклоном". При этом поперечное воздействие на деталь уже "встречает большее сопротивление на излом".
Вот пример - ссылка тажа, что выше: обычный обтекатель, наклон всего градусов 5.
Вопрос: кто-нибудь этим пользуется? насколько эффективен такой подход к повышению прочности изделия?
Стоит ли связываться? такой STL уже нельзя "смасштабировать"...
Обратил внимание, что "заокеанские коллеги-печатники" печатают не "в лоб" (как нарисовано), а "наклоняют" деталь (например головную часть). При этом слои печати идут "как бы с наклоном". При этом поперечное воздействие на деталь уже "встречает большее сопротивление на излом".
Вот пример - ссылка тажа, что выше: обычный обтекатель, наклон всего градусов 5.
Вопрос: кто-нибудь этим пользуется? насколько эффективен такой подход к повышению прочности изделия?
Стоит ли связываться? такой STL уже нельзя "смасштабировать"...
Уж, даже не знаю - остались ли тут люди, использующие более-менее современные технологии...
В Printed Rocketry (FB) сейчас развернулась дискуссия (по типу "Саша-Миша") на тему использования vase mode при печати ракет.
(Кто не знает - это типа все печатается непрерывно одним проходом по спирали (непрерывное смещение по Z). Тут надо так спроектировать изделие, чтоб такая печать стала возможна.
При этом сокращается время печати, а готовое изделие получается достаточно прочным.
Естественно, сопло принтера тут надо брать поболее... Рекомендуют 1мм.
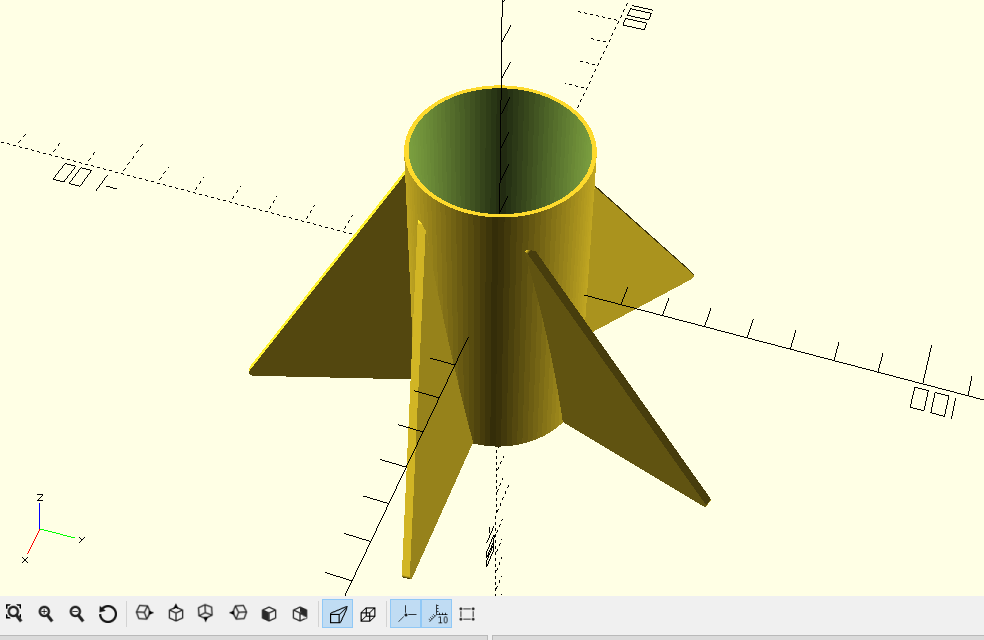
Товарищ (Jon Fox) разработал "программу" для OpenSCAD - она позволяет создать всю ракету для vase mode включая "голову" и "аэродинамические стабилизаторы". Пару месяцев назад он раздал ее желающим для тестирования (а мне - не дал ). В-основном, народ результатами доволен. Получается легко и прочно и очень "аэродинамично"
). В-основном, народ результатами доволен. Получается легко и прочно и очень "аэродинамично"
В Printed Rocketry (FB) сейчас развернулась дискуссия (по типу "Саша-Миша") на тему использования vase mode при печати ракет.
(Кто не знает - это типа все печатается непрерывно одним проходом по спирали (непрерывное смещение по Z). Тут надо так спроектировать изделие, чтоб такая печать стала возможна.
При этом сокращается время печати, а готовое изделие получается достаточно прочным.
Естественно, сопло принтера тут надо брать поболее... Рекомендуют 1мм.
Товарищ (Jon Fox) разработал "программу" для OpenSCAD - она позволяет создать всю ракету для vase mode включая "голову" и "аэродинамические стабилизаторы". Пару месяцев назад он раздал ее желающим для тестирования (а мне - не дал
 ). В-основном, народ результатами доволен. Получается легко и прочно и очень "аэродинамично"
). В-основном, народ результатами доволен. Получается легко и прочно и очень "аэродинамично"

apakhom> В Printed Rocketry (FB) сейчас развернулась дискуссия (по типу "Саша-Миша") на тему использования vase mode при печати ракет.
...
apakhom> При этом сокращается время печати, а готовое изделие получается достаточно прочным.
Т.е. это мнение тех, кому нравится vase mode, и с ними все понятно. А что по поводу vase mode говорят их оппоненты7
...
apakhom> При этом сокращается время печати, а готовое изделие получается достаточно прочным.
Т.е. это мнение тех, кому нравится vase mode, и с ними все понятно. А что по поводу vase mode говорят их оппоненты7
apakhom>> В Printed Rocketry (FB) сейчас развернулась дискуссия (по типу "Саша-Миша") на тему использования vase mode при печати ракет.
M&D> ...
apakhom>> При этом сокращается время печати, а готовое изделие получается достаточно прочным.
M&D> Т.е. это мнение тех, кому нравится vase mode, и с ними все понятно. А что по поводу vase mode говорят их оппоненты7
... то, что любой бы сказал - тонко, хрупко - сломается...
в ответ на это видео и приложил (там видно, что все нормально и нагрузку держит).
дальше немного поспорили, потом перешли на личности и (типа как вы с Александром) дошло до "сейчас тебе в морду дам, если будешь дальше спорить"
на что один получил предупреждение и "все затихло".
Мне лень перестраивать "аппарат", поэтому такой режим не пробовал.
Сейчас пробую заполнение 0, без верхней крышки/стенки, толщина боковой 2-3 слоя.
Получается вполне крепко и время печати в полтора-два раза меньше.
M&D> ...
apakhom>> При этом сокращается время печати, а готовое изделие получается достаточно прочным.
M&D> Т.е. это мнение тех, кому нравится vase mode, и с ними все понятно. А что по поводу vase mode говорят их оппоненты7
... то, что любой бы сказал - тонко, хрупко - сломается...
в ответ на это видео и приложил (там видно, что все нормально и нагрузку держит).
дальше немного поспорили, потом перешли на личности и (типа как вы с Александром) дошло до "сейчас тебе в морду дам, если будешь дальше спорить"
на что один получил предупреждение и "все затихло".
Мне лень перестраивать "аппарат", поэтому такой режим не пробовал.
Сейчас пробую заполнение 0, без верхней крышки/стенки, толщина боковой 2-3 слоя.
Получается вполне крепко и время печати в полтора-два раза меньше.
Вот тут привожу небольшой обзор двух "программок" для OpenSCAD по "рисованию" стабилизаторов.
Сам я нормальные CAD программы ленюсь осваивать - так в TinkerCAD и играюсь. Для "подобных мне" товарищей опенскадовские программы будут полезны, особенно первая - красивее рисует.
Сам я нормальные CAD программы ленюсь осваивать - так в TinkerCAD и играюсь. Для "подобных мне" товарищей опенскадовские программы будут полезны, особенно первая - красивее рисует.
Прикреплённые файлы:
Печаль...
Вчера принтер остановился.
(Нагрел стол и экструдер, переместился в начало и... застыл)
Видимо матплата (остальное - проверил). Уже заказал.
Некоторые итоги: Ender 3 проработал 2 года 2 месяца, успел напечатать 3 кг PLA.
По расходам (стоимость принтера + расходники) выходит 6 руб за грамм.
Для примера, такая деталь (надевается на трубу 32 мм) выходит 150 руб.
Вчера принтер остановился.
(Нагрел стол и экструдер, переместился в начало и... застыл)
Видимо матплата (остальное - проверил). Уже заказал.
Некоторые итоги: Ender 3 проработал 2 года 2 месяца, успел напечатать 3 кг PLA.
По расходам (стоимость принтера + расходники) выходит 6 руб за грамм.
Для примера, такая деталь (надевается на трубу 32 мм) выходит 150 руб.
Прикреплённые файлы:
apakhom> ...
apakhom> Видимо матплата (остальное - проверил). Уже заказал.
Дорогая?
apakhom> Видимо матплата (остальное - проверил). Уже заказал.
Дорогая?
Реклама Google — средство выживания форумов :)
apakhom>> ...
apakhom>> Видимо матплата (остальное - проверил). Уже заказал.
M&D> Дорогая?
на Али 3000, на Озоне 4500
apakhom>> Видимо матплата (остальное - проверил). Уже заказал.
M&D> Дорогая?
на Али 3000, на Озоне 4500
Copyright © Balancer 1997..2024
Создано 24.03.2017
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 24.03.2017
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
