-
/2589977-em-1.gif)
Катализаторный пакет
Теги:
 FILAS
FILAS

[attachmentid=10862]
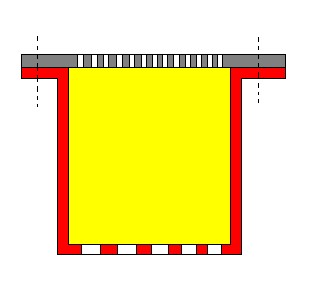
Нарисовал пакет в Paint. Объясняю:
медный стакан (красный) с газовыми форсунками для выхода парогаза вставляется в камеру.
В стакан запихивается комок серебрянной проволоки (желтый).
Накрывается крышкой из нержавейки (серый). В крышке высверлены форсунки подачи перекиси с перепадом давления на них 3-4 атм.
Все это крепится болтами к камере между собственно камерой и ее крышкой. (оси болтов показаны штриховой линией)
Кстати, проволока выполняет как роль катализатора, так и роль теплообменника, что-ли. Короче, нагреваясь, она обеспечивает еще и термическое разложение.")
Нарисовал пакет в Paint. Объясняю:
медный стакан (красный) с газовыми форсунками для выхода парогаза вставляется в камеру.
В стакан запихивается комок серебрянной проволоки (желтый).
Накрывается крышкой из нержавейки (серый). В крышке высверлены форсунки подачи перекиси с перепадом давления на них 3-4 атм.
Все это крепится болтами к камере между собственно камерой и ее крышкой. (оси болтов показаны штриховой линией)
Кстати, проволока выполняет как роль катализатора, так и роль теплообменника, что-ли. Короче, нагреваясь, она обеспечивает еще и термическое разложение.
Прикреплённые файлы:
Это сообщение редактировалось 01.02.2005 в 10:13
 инфо
инфо инструменты
инструменты
Татарин> По мере намотки на полоску напаиваются кусочки проволоки или трубок - распорки. После формирования пакета все пропаивается с двух сторон с крестами из медного прута.
И чем же паять? работать припой должен при 660 градусах!
Татарин> Никакие витки слипнуться в таком случае не могут: они и так идут по кратчайшей, а сильно поиграть им не дадут распорки и пропайка...
Играть будут и наши полумиллиметровые пластины - флуктуации давления довольно значительны. Поток по значительной части длины состоит из газа и жидкости. Не забывайте, при 25 атмосферах вода кипит отнюдь не при 100 градусах!
Татарин> Шириной полоски и числом витков можно играть исходя из необходимой площади, гидродинамического сопротивления и механической прочности.
не будем, однако, забывать об эффективности в целом!") Если два катпака дают одинаковую эффективность разложения и одинаковое падение давления, то лучший из них тот, что занимает меньший суммарный объём
Если два катпака дают одинаковую эффективность разложения и одинаковое падение давления, то лучший из них тот, что занимает меньший суммарный объём
Татарин> По идее, должно выйти не только технологично, но и с низким сопротивлением и хорошей поверхностью. И серебра уйдет меньше (и на поверхности оно будет чище). Хотя это и не так важно, но все же...
Я не верю в гальванически нанесённое серебро. Даже с мельхиоровых ложек оно стирается довольно быстро. При том, что его отжигают. А у нас поток того-сего с температурой под полтыщи градусов, а кое-где и больше...
И чем же паять? работать припой должен при 660 градусах!
Татарин> Никакие витки слипнуться в таком случае не могут: они и так идут по кратчайшей, а сильно поиграть им не дадут распорки и пропайка...
Играть будут и наши полумиллиметровые пластины - флуктуации давления довольно значительны. Поток по значительной части длины состоит из газа и жидкости. Не забывайте, при 25 атмосферах вода кипит отнюдь не при 100 градусах!
Татарин> Шириной полоски и числом витков можно играть исходя из необходимой площади, гидродинамического сопротивления и механической прочности.
не будем, однако, забывать об эффективности в целом!
Если два катпака дают одинаковую эффективность разложения и одинаковое падение давления, то лучший из них тот, что занимает меньший суммарный объём Татарин> По идее, должно выйти не только технологично, но и с низким сопротивлением и хорошей поверхностью. И серебра уйдет меньше (и на поверхности оно будет чище). Хотя это и не так важно, но все же...
Я не верю в гальванически нанесённое серебро. Даже с мельхиоровых ложек оно стирается довольно быстро. При том, что его отжигают. А у нас поток того-сего с температурой под полтыщи градусов, а кое-где и больше...
 Serge77
Serge77

А.С.> Я не верю в гальванически нанесённое серебро. Даже с мельхиоровых ложек оно стирается довольно быстро.
Ну так нанеси слой не такой микронный, как на ложках, а потолще. Или гальванически нанесённое серебро чем-то хуже само по себе?
Ну так нанеси слой не такой микронный, как на ложках, а потолще. Или гальванически нанесённое серебро чем-то хуже само по себе?
А.С.>> Я не верю в гальванически нанесённое серебро. Даже с мельхиоровых ложек оно стирается довольно быстро.
Serge77> Ну так нанеси слой не такой микронный, как на ложках, а потолще. Или гальванически нанесённое серебро чем-то хуже само по себе?
Все книжки пишут в один голос, что гальванически нанесённый металл - рыхлый и непрочный, плохо связан с основой, требуется дополнительная механическая или термическая обработка, или и то, и другое сразу.
Кстати, именно поэтому мы обрадовались, когда получили книжку о химическом автокаталитическом никелировании - там даже приводились сравнительные параметры гальванического и химического покрытий. Утверждалось, что в покрытии гальваническом толщиной 20 микрон столько же сквозных пор, сколько в химическом толщиной 4 микрона. И всё равно нужно отжигать это покрытие
Стоимость серебра не так высока, чтоб имело смысл его так уж экономить. Т.е. фактор того, что требуется дополнительная технологическая операция, да не одна, а целый букет, перевешивает выгоду от экономии драгметалла. Стоимость работы, да ещё заказной, всегда выше.
Смысл серебрения может быть тогда, когда основа - более тугоплавкая и жаростойкая, чем серебро. Тогда катализатор работает до температуры плавления серебра, что позволяет его использовать с более концентрированной перекисью, но он становится одноразовым.
Serge77> Ну так нанеси слой не такой микронный, как на ложках, а потолще. Или гальванически нанесённое серебро чем-то хуже само по себе?
Все книжки пишут в один голос, что гальванически нанесённый металл - рыхлый и непрочный, плохо связан с основой, требуется дополнительная механическая или термическая обработка, или и то, и другое сразу.
Кстати, именно поэтому мы обрадовались, когда получили книжку о химическом автокаталитическом никелировании - там даже приводились сравнительные параметры гальванического и химического покрытий. Утверждалось, что в покрытии гальваническом толщиной 20 микрон столько же сквозных пор, сколько в химическом толщиной 4 микрона. И всё равно нужно отжигать это покрытие
Стоимость серебра не так высока, чтоб имело смысл его так уж экономить. Т.е. фактор того, что требуется дополнительная технологическая операция, да не одна, а целый букет, перевешивает выгоду от экономии драгметалла.
Стоимость работы, да ещё заказной, всегда выше.Смысл серебрения может быть тогда, когда основа - более тугоплавкая и жаростойкая, чем серебро. Тогда катализатор работает до температуры плавления серебра, что позволяет его использовать с более концентрированной перекисью, но он становится одноразовым.
 a_centaurus
a_centaurus

Мне кажется, у сверлёных дисков она будет выше.
Когда-то я решал почти аналогичную задачу - дизайн матрицы-трафарета для производства полиграфического линзового растра. Растр представляет собой полимерную плёнку с нанесённым слоем из полимерных же микролинз. Диаметр микролинзы - 0.6 мм. При коэффициенте заполнения ок.90% и гексагональной сетке упаковки плотность линзовых элементов достигает 380 линз/см2. В свою очередь матрица представляла собой фотоформу размерами 100х100 см изготовленную на плёнке при помощи плоттера с импульсной светонасадкой. Данные из книги: Конструирование и технология изготовления космических приборов. Наука, Москва, ИКИ АН СССР, 1988 г. Можете посчитать количество отверстий на такой матрице.Плоттер того времени с 1 цикл/с работал два дня, чтобы заполнить пространство отверстиями. Ну и это даёт возможность оценить наш случай. И не забудьте, что у вас речь идёт о сверлении, поэтому надо учитывать прочность материала (пластичный и вязкий серебряный сплав), которая не даст вам априори коэфф. заполнения более 30%.
В то время, как у спирали этот коэфф. заполнения есть функция шага. Я вчера промоделировал дизайн этой спирали в Solid Works-2004, где эта операция возможна, и видно, что с шагом 1, 1.5 мм на диам. 50 мм получается 45 - 40 витков и поверхн. коэфф. заполн. очень высок (более 70%).
Второе очень важное положительное свойство предложенного дизайна - его малое аеродинамическое сопротивление, поскольку серебряная полоска (а не в коем случае не круглая проволока) при прокате приобретает эллипсовидное сечение. Вертикальный колодец, образованный несколькими катализаторными элементами, играет роль аэродинамической направляющей, к тому же создающей локальные турбуленсии, благоприятно влияющие (по крайней мере в гибридах) на реакционный обмен. Я в настоящее время работаю над дизайном эффективного фотореактора для лазерной селективной фотохимии, где проблема (отрицательная) так же решается методами флюидо и аэродинамики. Поэтому, собственно, я так заинтересовался и принял участие в этом топике, что аналогичное решение я смогу адаптировать и в конструкцию такого фотохимического реактора.
И ещё раз о технологии. Все, кто прислал свои варианты изготовления спиралей (Пироман, Татарин) базируются на намоточном устройстве на базе токарного станка и пайке по месту в процессе намотки. Как специалист по специальным видам пайки и лазерной сварки, (извините,что использую запрещённый на Форумах приём, но это не для подавления, а для объяснения, что я ЭТО знаю из своего опыта) скажу, что пайка серебра и меди являются очень деликатными и сложными по технике процессами. Их абсолютно нельзя делать "на колене" на весу... Прежде всего из-за высокой температуропроводности этих материалов и высокого уровня требований к степени чистоты операции. Затем, при нагреве 0.5 мм полоса (фактически фольга) серебра мгновенно отпускается и теряет форму, провисая как тряпочка... Любое неосторожное движение приводит к пережогу, а значит и абсолютной порче изготавливаемого девайса. Нужно будет начинать всё сначала. После 5-6 попытки вы взвоете и пошлёте всё к чёрту. И не забудьте, что оправка также сделана из такого же тонкого листового материала или из него же спаяна. Тогда помните, что серебряный припой (а только им можно паять девайс) НЕЛьЗЯ ПАЯТь ДВАЖДЫ. То есть его нельзя распаивать(ликидус), а затем снова давать войти в солидус... В результате место пайки покрывается раковинами из-за испарения компонент припоя, таких как цинк и кадмий, добавляемых для понижения температуры ликидуса и увеличения текучести и смачиваемости. Кстати, <Андрей С.>, существуют серебряные припои для пайки чистого серебра с температурой 800º, так что в этом случае не будет проблемы.
Я ведь написал, что в случае конкретного интереса к технологии изготовления я опишу подробно "now how" техпроцесса, который заключается в предварительной сборке, блокировке и затем, одновременной, одноразовой пайки катализаторного спирального элемента (см. фото: образец пайки "встык" серебряных элементов сканного набора оправы броши: гладкий элемент - прокатанная проволока толщ. 0.5 мм, сканный (скрученный и прокатанный) - 0.2-0.3 мм)
Прикреплённые файлы:

Смысл серебрения может быть тогда, когда основа - более тугоплавкая и жаростойкая, чем серебро. Тогда катализатор работает до температуры плавления серебра, что позволяет его
Тогда подложкой должен быть никель.

Вставлю свои пять копеек (очередной раз заявляю - не специалист).
Мне кажется идея Филаса намного более технологичной.
Когда я делал ГРД на перекиси (не доделал), то расчитывал на разложение в подобной головке, только заполненной гранулами ферромарганца и выходом парогаза в стороны.
А поверхность шашки думал дополнительно (для старта процесса) покрывать слоем марганцовки.
Мне кажется идея Филаса намного более технологичной.
Когда я делал ГРД на перекиси (не доделал), то расчитывал на разложение в подобной головке, только заполненной гранулами ферромарганца и выходом парогаза в стороны.
А поверхность шашки думал дополнительно (для старта процесса) покрывать слоем марганцовки.
В стакан запихивается комок серебрянной проволоки (желтый).
Я бы добавил: И прессуется по месту для большего значения коэффициента объёмного заполнения. Добавлю, что по такой технике делаются газовые фильтры (у меня есть в лазерных CO2 установках). Проблема в том, что такой элемент невозможно расчитывать и кустарно производить с высокой степенью повторяемости (ИМХО). Хотя, попробовать и вывести эмпирическую формулу, пожалуй можно... Я бы, на месте группы МГЭР, начал бы именно с такого устройства. Сделать его просто. Эффект вы получите, мотор можно будет испытывать, а параллельно - развивать другие, пусть более эффективные, но и более высокотехнологичные линии дизайна.
Начали за здравие - предлагали паять, - кончили за упокой - сложная и ответственная процедура.
Предлагаемая конструкция из дисков и разделителей в объеме камеры диаметром 35 длиной 45 мм при диаметре отверстий 0,6 мм, толщине дисков 0,5 мм и разделителей 1 мм обеспечивает площадь катализатора, соприкасающегося с перекисью на длине в 3 мм (два диска, два спейсера) примерно 4870 мм2.
Предлагаемая конструкция в виде спирали из проволоки прямоугольного сечения 2х0,5 мм на длине камеры 3 мм (один слой проволоки плюс держатели толщиной 0,5 мм) примерно 4810 мм2.
Паритет
Конечно, плюс спирального элемента - меньшие потери давления. Минус - сложности закрепления и пристеночного уплотнения.
Но, кроме того:
1а. Раскатывать монеты в диски толщиной 0,5 мм мы уже умеем
1б. Проволоки нужного сечения у нас нет, и, где её заказывать, мы не знаем пока.
2а. Станок с ЧПУ, которым можно сверлить пакет из 15 пластин за раз, нам доступен - технолог говорит, можно 15 пластин за проход.
2б. Паять такую тонкую проволоку мы ещё не умеем, и вы говорите, что это нетривиально, с чем я склонен согласиться.
3а. Программа для станка уже в процессе составления, во всяком случае, табличка с координатами уже в компьютере.
3б. Оснастки для пайки у нас нет, и ещё нужно её сделать.
Так что не удивляйтесь, что этот вариант (хороший вариант, мне он нравится) мы будем пробовать тогда, когда (если) у нас ничего не выйдет с нынешним.
Кстати, мы бы предпочли использовать припои без кадмия и цинка - они хороши в ювелирном деле, но в нагруженных узлах без них лучше обойтись. К слову, в припое ПСр-40, а равно любимом припое Глушковского КБ ПСр-37,5 цинка и кадмия нет - они снижают вибростойкость и предел текучести.
Предлагаемая конструкция из дисков и разделителей в объеме камеры диаметром 35 длиной 45 мм при диаметре отверстий 0,6 мм, толщине дисков 0,5 мм и разделителей 1 мм обеспечивает площадь катализатора, соприкасающегося с перекисью на длине в 3 мм (два диска, два спейсера) примерно 4870 мм2.
Предлагаемая конструкция в виде спирали из проволоки прямоугольного сечения 2х0,5 мм на длине камеры 3 мм (один слой проволоки плюс держатели толщиной 0,5 мм) примерно 4810 мм2.
Паритет
Конечно, плюс спирального элемента - меньшие потери давления. Минус - сложности закрепления и пристеночного уплотнения.
Но, кроме того:
1а. Раскатывать монеты в диски толщиной 0,5 мм мы уже умеем
1б. Проволоки нужного сечения у нас нет, и, где её заказывать, мы не знаем пока.
2а. Станок с ЧПУ, которым можно сверлить пакет из 15 пластин за раз, нам доступен - технолог говорит, можно 15 пластин за проход.
2б. Паять такую тонкую проволоку мы ещё не умеем, и вы говорите, что это нетривиально, с чем я склонен согласиться.
3а. Программа для станка уже в процессе составления, во всяком случае, табличка с координатами уже в компьютере.
3б. Оснастки для пайки у нас нет, и ещё нужно её сделать.
Так что не удивляйтесь, что этот вариант (хороший вариант, мне он нравится) мы будем пробовать тогда, когда (если) у нас ничего не выйдет с нынешним.
Кстати, мы бы предпочли использовать припои без кадмия и цинка - они хороши в ювелирном деле, но в нагруженных узлах без них лучше обойтись. К слову, в припое ПСр-40, а равно любимом припое Глушковского КБ ПСр-37,5 цинка и кадмия нет - они снижают вибростойкость и предел текучести.
a_centaurus>
a_centaurus> Тогда подложкой должен быть никель. [»]
Да, мы знаем. И даже купили сетку из никелевого сплава. Вот только она крупновата
Смысл серебрения может быть тогда, когда основа - более тугоплавкая и жаростойкая, чем серебро. Тогда катализатор работает до температуры плавления серебра, что позволяет его
a_centaurus> Тогда подложкой должен быть никель. [»]
Да, мы знаем. И даже купили сетку из никелевого сплава. Вот только она крупновата
а подробности пайки, раз это Know How, лучше в приват или е-мэйлом...

Вот только не надо фантазировать, ПСР-72 это серебро с медью, его можно переплавлять до потери пульса
Пайка элементарная,я себе паял специальные радиаторы высокого давления для тепловой трубы,медные трубки с латунным корпусом, флюс ПВ-209, удобнее буры, так как активнее и легко смывается водой
Паял кислородно-пропановой горелкой, так как ацетиленовой пламя слишком горячее,можно детали пожечь, пропан удобнее
Еще можно медными припоями пользоватся, они двух типов мне встречались, с температурой 1000 и 680С плавления,это медь с добавкой фосфора, 1000С это почти чистая медь, а где 680 фосфора побольше, можно самому сделать расплавив медь и добавив определнное количество фосфористой меди,которую для раскисления применяют
Правда медные припои хрупковаты, серебряные ПСР-40-72 конечно самые лучшие
Очень легкая и удобная пайка, а вот высокотемпературными припоями с цинком не советую пользоватся там где нужна герметичность, поры часто получаются
Пайка элементарная,я себе паял специальные радиаторы высокого давления для тепловой трубы,медные трубки с латунным корпусом, флюс ПВ-209, удобнее буры, так как активнее и легко смывается водой
Паял кислородно-пропановой горелкой, так как ацетиленовой пламя слишком горячее,можно детали пожечь, пропан удобнее
Еще можно медными припоями пользоватся, они двух типов мне встречались, с температурой 1000 и 680С плавления,это медь с добавкой фосфора, 1000С это почти чистая медь, а где 680 фосфора побольше, можно самому сделать расплавив медь и добавив определнное количество фосфористой меди,которую для раскисления применяют
Правда медные припои хрупковаты, серебряные ПСР-40-72 конечно самые лучшие
Очень легкая и удобная пайка, а вот высокотемпературными припоями с цинком не советую пользоватся там где нужна герметичность, поры часто получаются
только заполненной гранулами ферромарганца и выходом парогаза в стороны.
Это совсем другой процесс, как по флюидодинамике, так и по химии. В теории катализаторов он описывается абсолютно разными аппаратами. Нельзя здесь делать прямую аппроксимацию.
Мне кажется идея Филаса намного более технологичной.
Дизайн ракетного мотора - это не соцсоревнование изобретателей и рационализаторов (ИМХО)... Это абсолютно порочный подход. И у "now how" не может быть превосходной степени... Есть одна технология и есть другая технология производства одного и того же изделия...В каждой есть свои преимущества и недостатки. И прежде всего те, которые обеспечивают основные технические требования на изделие. А вовсе не цена и не трудозатраты. Особенно в ракетной и бортовой космической технике. И талант, и профессиональная квалификация инженера-разработчика как раз в том, чтобы взвешивать все достоинства и недостатки и выбирать оптимальное решение для данного этапа разработки. Иногда делая компилляцию.

Добавлю 2 копейки
Вариант Филаса можно приблизить к повторяемости используя каждый раз одинаковое количество проволки (метры/граммы) и примерно один принцип "комкания".
Вариации поверхности в этом случае будут минимальны.
И если катализатор полностью разлагает перикись, то разница может наблюдаться только на изменениях сопротивления потоку разных образцов. Опять же, вариации сопротивления минимальны.
Пошучу немного:
"Всем изобретателям и рационализаторам выйти отсюда. Остаются одни инженеры"
Вариант Филаса можно приблизить к повторяемости используя каждый раз одинаковое количество проволки (метры/граммы) и примерно один принцип "комкания".
Вариации поверхности в этом случае будут минимальны.
И если катализатор полностью разлагает перикись, то разница может наблюдаться только на изменениях сопротивления потоку разных образцов. Опять же, вариации сопротивления минимальны.
Пошучу немного:
"Всем изобретателям и рационализаторам выйти отсюда. Остаются одни инженеры"
Лучше быть оптимистом и ошибаться, чем пессимистом, который всегда прав.
Это сообщение редактировалось 01.02.2005 в 18:07
Metanol> Вот только не надо фантазировать, ПСР-72 это серебро с медью, его можно переплавлять до потери пульса
Нет, a_centaurus прав, во многих марках серебряно-медных припоев, особенно, легкоплавких, присутствуют цинк и кадмий. Вот только в ракетной технике их стараются не использовать.
В пайке рубашки к огневой стенке используют припой без цинка и кадмия, а вот в пайке форсунок в форсуночной головке - по крайней мере, с цинком Там температура поменьше, условия работы полегче но его марку я уже не помню. Там серебра 38 процентов, а вот остальные не расписаны
Нет, a_centaurus прав, во многих марках серебряно-медных припоев, особенно, легкоплавких, присутствуют цинк и кадмий. Вот только в ракетной технике их стараются не использовать.
В пайке рубашки к огневой стенке используют припой без цинка и кадмия, а вот в пайке форсунок в форсуночной головке - по крайней мере, с цинком
Там температура поменьше, условия работы полегче но его марку я уже не помню. Там серебра 38 процентов, а вот остальные не расписаны
Тогда я не понял, здесь обсуждают низкотемпературные припои или высоко,если низко так лучше ПОСом тогда паять
Если высоко то ПСР-40 или 72 спасут отца русской демократии, на крайний случай медный, они не образуют пор,медь только потверже и более хрупкая, но для пайки катализатора подойдет
Если высоко то ПСР-40 или 72 спасут отца русской демократии, на крайний случай медный, они не образуют пор,медь только потверже и более хрупкая, но для пайки катализатора подойдет
а подробности пайки, раз это Know How, лучше в приват или е-мэйлом...
Пайка элементарная,я себе паял специальные радиаторы высокого давления для тепловой трубы,медные трубки с латунным корпусом, флюс ПВ-209, удобнее буры, так как активнее и легко смывается водой
Да секретов там никаких нет, Андрей (если это твоё имя)?. Это техника, используемая в ювелирном деле для пайки филигранных (скань, по-русски) изделий. Подробно расписывать здесь не буду, а если будете делать по-правде, тогда дам ссылку из книги и опишу своим языком детали в отдельном Word.док. Пришли мне твой е-майл.
Вкратце об этой технике. На приспособлении (надо разработать) наматывается спираль из прокатанной проволоки нужных размеров и длины (длина спирали определяется заранее). Отжигается в муфеле. При помощи разделительной гребёнки устанавливается необходимый шаг-зазор между витками (можно с переменным шагом). Заранее изготовленный "паук" (начинать лучше с 6 лап) с отогнутыми вверх державками (см. мой эскиз) приклеивается нитроклеем (или БФ2, даже лучше)одной из сторон к листу белой бумаги... После высыхания в оправку устанавливается спираль с гребёнкой и (проследите, чтобы все витки спирали лонтактировали соправкой) также приклеивается нитроклеем (к "пауку")... Гребёнка снимается после высыхания... Далее державки осторожно подгибаются пинцетом внутрь до касания с полем спирали... У вас получился зафиксированный на плоскости бумажного листа набор будущего катализаторного элемента... Обрежьте бумагу, оставляя поля около 1 см... Теперь вы берёте специальный огнеупорный гипс, купленный (или пол-кило спросите у зубных техников) в магазине медицинских материалов для дантистов и разводите его то консистенции жидкой сметаны... Ложкой, осторожно, выложите некоторое количество гипсовой кашицы на наклеенный набор, положенный на лист тефлона или другого пластика, так, чтобы он весь до краёв бумаги был покрыт гипсом... Толщина заблокированного набора с гипсом должна быть около 8 - 10 мм...
тыльная гипсовая сторона - плоская... Оставьте загипсованный набор на несколько часов при комнатной температуре, а затем поставьте в лабораторный шкаф и сушите при температуре 60-80º, затем 100-120º примерно 10 - 12 часов... После этого дайте остыть набору вместе со шкафом и установите его на подготовленное место для пайки: пластину из асбеста, бумагой вверх... На рабочем месте должны быть: горелка пропановая инжекторного типа (с воздуходувкой).
Ни в коем случае (Это для Метанола) нельзя использовать ни ацетилено-кислородные, ни кислородно-пропановые горелки. У них окислительное пламя, которое сожжёт серебро (превратит его в окись)... Только пропановая горелка с тонким регулированием потока воздуха и формы пламени от широкого, гудящего,для прогрева всей детали, до тонкой иглы, для прогрева стыков, годится для такой работы...
Итак, начале остожным касанием широкого негудящего пламени прогревается набор до полного сгорания бумаги и клея (это важно)... Кстати более правильно было бы делать это в муфеле... Затем посыпьте обнажившийся серебряный набор в местах будущей пайки, смесью крупных опилок припоя (марку определить дополнительно, но с медью не пойдёт. Скорее всего это будет серебро .999 + кадмий. Cd боятся не нужно, поскольку он весь выгорит при прогреве и будет растворён при отбеливании раствором кислот в воде) со слегка увлажнённым флюсом, содержащим фториды (ПВ-209, н.р.)смешанным с бурой и бораксом... Этот флюс с низкой вязкостью и температурой плавления очень боится перегрева, поэтому остальные добавки его предохраняют... Да и в гипс он так меньше впитывается... Подготовленный таким образом набор, осторожно прогревается горелкой до красного каления вместе с гипсом, доводя пламя горелки до широкого, гудящего, затем до узкого, кинжального, прогревая стыки...Головка горелки всё время совершает круговые движения, избегая локального перегрева... Работать лучше в очках, контролируя визуально приближение ликидуса. Как правило это происходит скачком, когда вы увидите как мгновенно перешедший в жидкотекучее состояние припой под слоем флюса, заполнит все стыки между спиралью и оправкой "пауком"... Теперь последнее прогревающее весь, уже пропаянный набор движение и медленный отвод пламени... Через несколько секунд после окончания пайки, когда припой уже перешёл в солидус, возьмите набор большим длинным пинцетом и осторожно опустите его в химический стакан, наполненный наполовину холодной водой... На вас очки и перчатки, поскольку может быть выброс капель и кусочков гипса... А на дне стакана должен остаться почти чистый, сияющий девственной белизной полуготовый катализаторный элемент... Осторожно достаньте его, слив воду и поместите на лист фильтровальной бумаги... Помните, что в этом состоянии отпущенное серебро высокой пробы имеет пластичность почти как пластилин... Поэтому терпение и аккуратность... Приготовьте травильный раствор из 30% смеси серной кислоты и воды... Нагрейте его до начала кипения... На проволочном (из нихрома) крючке осторожно (перчатки, очки, фартук, вытяжка!!!) опустите его в закипающий раствор... Прокипятите минуты 2 - 3, затем снимите с огня и осмотрите через жидкость. Если все остатки флюса и гипса растворились, а цвет набора снежно белый и ровный, то осторожно поместите изделие в стеклянную кювету и поставьте под струю воды для промывки... В воде можете его для страховки слегка поширять нежесткой кисточкой... Достаньте, положите на фильтровальную бумагу в чашке Петри и накройте другой чашкой...
Думаете всё? Нет, ещё рано отливать...
Теперь у нас впереди процесс "старения" серебра... Когда вы изготовите таким образом все элементы, то подготовьте муфельную печь, термостат которой надо установить на 400º и положите туда все элементы, разложив их на ровной, плоской, химически инертной поверхности... При такой температуре детали остаются на сутки-двое, рекристаллизируясь и набирая твёрдость... После окончания термообработки - повторение химического процесса и сушки... Уффф, кажется всё!!! Вот так-то. Кстати температура ликидуса чистого серебра - 960º-980º, самого тугоплавкого припоя - не более 780-850º... Как видите, это несколько отличается от пайки медных трубок для радиаторов высокого давления... Примерно, как нейрохирургия от полевой хирургии... Sorry. 
Пропановую и особенно ацетиленовую горелка, можно настроить на нейтральное, окислительное и восстановительное, последним на ацетилене можно сталь науглероживать
Если ты не умеешь пламя регулировать, то не надо это на всех переводить,на восстановительном пламени ацетилена можно при большом желании алюминий варить
В общем не надо меня учить, я за свою жизнь достаточно наварился и напаялся аппаратуры высокого давления (500-5000бар)
Паял и серебром, и медью и латунью,также как и аргоном варил
Если ты не умеешь пламя регулировать, то не надо это на всех переводить,на восстановительном пламени ацетилена можно при большом желании алюминий варить
В общем не надо меня учить, я за свою жизнь достаточно наварился и напаялся аппаратуры высокого давления (500-5000бар)
Паял и серебром, и медью и латунью,также как и аргоном варил
У чистого серебра нет, в отличие от сплавов, отдельной температуры ликвидуса и солидуса, а есть температура плавления и равна она 986 градусов
Да, как в описанной схеме бороться с усадкой гипса при затвердевании?
При работе со сплавами, содержащими кадмий, требования к вытяжке резко возрастают...
Мой е-мэйл есть в профиле, но на всякий случай могу его и здесь написать:
s u v o r o w 1 @ m a i l . r u
Пробелы - это против спам-роботов.
Меня действительно зовут Андрей
Да, как в описанной схеме бороться с усадкой гипса при затвердевании?
При работе со сплавами, содержащими кадмий, требования к вытяжке резко возрастают...
Мой е-мэйл есть в профиле, но на всякий случай могу его и здесь написать:
s u v o r o w 1 @ m a i l . r u
Пробелы - это против спам-роботов.
Меня действительно зовут Андрей
Metanol> Тогда я не понял, здесь обсуждают низкотемпературные припои или высоко,если низко так лучше ПОСом тогда паять
Здесь обсуждают твёрдые припои Легкоплавкий твёрдый припой - это 400-600 градусов ликвидус.
Metanol> Если высоко то ПСР-40 или 72 спасут отца русской демократии, на крайний случай медный, они не образуют пор,медь только потверже и более хрупкая, но для пайки катализатора подойдет
Где бы ГОСТ по составу серебряных припоев добыть? Везде только купить предлагают... Мы припой хотим сами сварить...
Здесь обсуждают твёрдые припои
Легкоплавкий твёрдый припой - это 400-600 градусов ликвидус. Metanol> Если высоко то ПСР-40 или 72 спасут отца русской демократии, на крайний случай медный, они не образуют пор,медь только потверже и более хрупкая, но для пайки катализатора подойдет
Где бы ГОСТ по составу серебряных припоев добыть? Везде только купить предлагают... Мы припой хотим сами сварить...
Metanol>> Тогда я не понял, здесь обсуждают низкотемпературные припои или высоко,если низко так лучше ПОСом тогда паять
А.С.> Здесь обсуждают твёрдые припои Легкоплавкий твёрдый припой - это 400-600 градусов ликвидус.
Metanol>> Если высоко то ПСР-40 или 72 спасут отца русской демократии, на крайний случай медный, они не образуют пор,медь только потверже и более хрупкая, но для пайки катализатора подойдет
А.С.> Где бы ГОСТ по составу серебряных припоев добыть? Везде только купить предлагают... Мы припой хотим сами сварить... [»]
ПСР марки 40 и 72,это процентное содержание серебра, остальное медь, больше ничего нет
А.С.> Здесь обсуждают твёрдые припои
Легкоплавкий твёрдый припой - это 400-600 градусов ликвидус. Metanol>> Если высоко то ПСР-40 или 72 спасут отца русской демократии, на крайний случай медный, они не образуют пор,медь только потверже и более хрупкая, но для пайки катализатора подойдет
А.С.> Где бы ГОСТ по составу серебряных припоев добыть? Везде только купить предлагают... Мы припой хотим сами сварить... [»]
ПСР марки 40 и 72,это процентное содержание серебра, остальное медь, больше ничего нет
В общем не надо меня учить, я за свою жизнь достаточно наварился и напаялся аппаратуры высокого давления (500-5000бар)
Да я тебя не учу. И не сомневаюсь в твоих ремесленных навыках. Просто для частного случая с предложенным (мною) девайсом они не годятся... Эта работа - для ювелира, а не для даже высококвалифицированного техника-сварщика... И ты не обижайся, но я вёл ещё 20 с лишним лет курс практической специальной пайки твёрдыми припоями с элементами ювелирной техники у наших техников-сборщиков космической аппаратуры 6 разряда и В.К. А 25-30 лет назад ребята были ну ооочень крутые в своём деле, имея постоянную практику из 20 проектов год... Ещё раз повторяю, что в этом случае нужна более тонкая техника... Именно такая, как я её описал...
температура плавления и равна она 986 градусов
Абсолютно справедливое замечание. Это я зарапортавался. Чистые металлы тем и характеризуются. По ним, например, эталоны-термодатчики тарируют.
Где бы ГОСТ по составу серебряных припоев добыть? Везде только купить предлагают... Мы припой хотим сами сварить...
У меня есть. Правда не ГОСТы но рецепты. Посмотрю в литературе. Да и на память помню. А припоями с Cd я паял 20 лет с одной лишь местной вытяжкой. Это не Be.
Специальный гипс почти не даёт усадки. Насчёт е-майла понято. Пошлю.
А нет ли технологии спиральных катализаторов, не требующей особых навыков или приборов, не слишком сложной? То есть, пригодной (более пригодной) к повторению?
Можно я вставлю слово про изготовление пакета по предложенной мной (я не имел ввиду изобретенной ) схеме. Эксперименты по МР ставились на кафедре СГАУ, где имел честь учиться. На ее основе делались опытные виброизоляторы, фильтры и даже форсунки ГТД и ЖРД. Наверное и еще что-то, но я не помню.
Технология изготовления.
1. Берется проволока и наматывается на стержень. Получаем проволоку, скрученную в спираль.
2. Легким движением руки растягиваем спиральку. Получаем, то что все не раз видели (растягивали спираль от электроплитки?), но никто не придумал названия.
3. Комкаем это чудо. Получаем нечто, что достаточно тяжело распутать.
4. Закладываем в форму. Прессуем. Все.
А теперь о свойствах. Все свойства изделия зависят от его плотности (и свойств исходной проволоки, естественно). Чем больше усилие пресса, тем больше плотность и равномернее его (плотности) распределение. Т.е. изготавливая изделия одинаковой плотности (из одинаковой проволоки), мы получаем изделия с одинаковыми свойствами.
Теперь о гаражных технологиях. Намотать проволоку на стержень можно вручную на гвоздь без шляпки, можно вставить стержень в дрель и включить низкие обороты. Намотка идет от конца гвоздя к шпинделю. Затем часть спиральки стаскивается с гвоздя, освобождая место для дальнейшей намотки.
Прессовать можно в тисках
1. непосредственно в стакан пакета (красный на рисунке)
2.в специально изготовленный цилиндрик больше, чем стакан диаметра (чтоб не было перетекания между пакетом и стенкой стакана). Но в этом случае будет гемор с запихиванием пакета в стакан.
Я за первый вариант. В этом случае необходим подходящий поршень (можно из дерева). Заданная плотность достигается использованием одной и той же массы проволоки и опрессовкой его до одного и того же объема.
Кстати, объем МР не обязательно должен занимать весь объем стакана.
P.S. Остается открытым вопрос о выборе диаметра проволоки!
) схеме. Эксперименты по МР ставились на кафедре СГАУ, где имел честь учиться. На ее основе делались опытные виброизоляторы, фильтры и даже форсунки ГТД и ЖРД. Наверное и еще что-то, но я не помню.Технология изготовления.
1. Берется проволока и наматывается на стержень. Получаем проволоку, скрученную в спираль.
2. Легким движением руки растягиваем спиральку. Получаем, то что все не раз видели (растягивали спираль от электроплитки?), но никто не придумал названия.
3. Комкаем это чудо. Получаем нечто, что достаточно тяжело распутать.
4. Закладываем в форму. Прессуем. Все.
А теперь о свойствах. Все свойства изделия зависят от его плотности (и свойств исходной проволоки, естественно). Чем больше усилие пресса, тем больше плотность и равномернее его (плотности) распределение. Т.е. изготавливая изделия одинаковой плотности (из одинаковой проволоки), мы получаем изделия с одинаковыми свойствами.
Теперь о гаражных технологиях. Намотать проволоку на стержень можно вручную на гвоздь без шляпки, можно вставить стержень в дрель и включить низкие обороты. Намотка идет от конца гвоздя к шпинделю. Затем часть спиральки стаскивается с гвоздя, освобождая место для дальнейшей намотки.
Прессовать можно в тисках
1. непосредственно в стакан пакета (красный на рисунке)
2.в специально изготовленный цилиндрик больше, чем стакан диаметра (чтоб не было перетекания между пакетом и стенкой стакана). Но в этом случае будет гемор с запихиванием пакета в стакан.
Я за первый вариант. В этом случае необходим подходящий поршень (можно из дерева). Заданная плотность достигается использованием одной и той же массы проволоки и опрессовкой его до одного и того же объема.
Кстати, объем МР не обязательно должен занимать весь объем стакана.
P.S. Остается открытым вопрос о выборе диаметра проволоки!
Это сообщение редактировалось 02.02.2005 в 12:14

В точно таком же стакане вполне можно пробовать и гранульные катализаторы.
Только стакан лучше не медный а тоже из нержавки. А еще лучше выполнять зацело с камерой, а сопло на вланце или приваривать тогда.
Т.е. одно решение вынуждаем менять весь конструктив.
Только стакан лучше не медный а тоже из нержавки. А еще лучше выполнять зацело с камерой, а сопло на вланце или приваривать тогда.
Т.е. одно решение вынуждаем менять весь конструктив.
Shadows of Invasion.
Copyright © Balancer 1997..2018
Создано 26.01.2005
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 26.01.2005
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
