 Gеnеral
Gеnеral
 инфо
инфо инструменты
инструменты pillot51
pillot51

 Azot
Azot



 a_centaurus
a_centaurus




 Реклама Google — средство выживания форумов :)
Реклама Google — средство выживания форумов :)
-
![[image]](https://www.balancer.ru/cache/forums/attaches/2014/06/128x128-crop/05-3500624-000-grafik-tyagi-dvigatelya-ma-40-10-r-40-61-.png)
РДТТ конструкции технологии материалы - XVIII
Теги:

Gеnеral
втянувшийся
a_centaurus> За технологию намотки тебе уже сказали специалисты ....
Спасибо a_centaurus многое из твоих слов подчеркнул для себя") , пока не набью руку на изготовлении корпусов они будут одноразовые, толщина стенки будет 3мм
, пока не набью руку на изготовлении корпусов они будут одноразовые, толщина стенки будет 3мм
Спасибо a_centaurus многое из твоих слов подчеркнул для себя
, пока не набью руку на изготовлении корпусов они будут одноразовые, толщина стенки будет 3мм



Yalex> Да технология промышленная. Используют для намотки труб, в том числе больших диаметров
даже если реализовать это приспособление дома, представляешь во что оно превратиться после первой намотки пропитанной ткани,сколько займёт процесс приведения его в порядок ( промывка чистка и вдыхание паров отвердителя и растворителя! ) в домашних условиях,оправка с заготовкой не берётся во внимание.
Простой способ -это равные количества смолы и ткани по весу,чтобы получить качественную поверхность без пор и пустот в дом.условиях, начинающюю густеть намотанную заготовку на оправке обворачивают одним слоем астролона полированной стороной к изделию и фиксируют скотчем в нескольких местах , чтобы он не размотался ,потом лентой со старых видеокассет плотно приматывают виток к витку , снимая предварительно куски скотча по мере намотки,потом вся заготовка греется примерно до 90 градусов в термошкафу ( лента при этом ещё сильнее ужимается удаляя поры ) в течении часа, потом заготовка вынимается с термошкафа, разматывается и снимается с оправки.Получаете заготовку высокого качества не требующую обработки
даже если реализовать это приспособление дома, представляешь во что оно превратиться после первой намотки пропитанной ткани,сколько займёт процесс приведения его в порядок ( промывка чистка и вдыхание паров отвердителя и растворителя! ) в домашних условиях,оправка с заготовкой не берётся во внимание.
Простой способ -это равные количества смолы и ткани по весу,чтобы получить качественную поверхность без пор и пустот в дом.условиях, начинающюю густеть намотанную заготовку на оправке обворачивают одним слоем астролона полированной стороной к изделию и фиксируют скотчем в нескольких местах , чтобы он не размотался ,потом лентой со старых видеокассет плотно приматывают виток к витку , снимая предварительно куски скотча по мере намотки,потом вся заготовка греется примерно до 90 градусов в термошкафу ( лента при этом ещё сильнее ужимается удаляя поры ) в течении часа, потом заготовка вынимается с термошкафа, разматывается и снимается с оправки.Получаете заготовку высокого качества не требующую обработки

Yalex
втянувшийся
Никто не мешает обмотать скотчем/ПЭ пленкой валки, чтобы их потом не чистить. Спорить с вами какой способ лучше я не собираюсь. Я лишь предложил САМУЮ простую схему намотки, которая позволяет в гараже получать действительно качественные изделия, если говорить об их прочности.
Странные у вас критерии качества изделия. Почему столько внимания внешней стороне? Вам важна прочность или внешний вид? Вы хоть термообработку готового изделия проводите?
Вообще для получения ровной красивой поверхности изделия пользуются гелькоутами.
Странные у вас критерии качества изделия. Почему столько внимания внешней стороне? Вам важна прочность или внешний вид? Вы хоть термообработку готового изделия проводите?
Вообще для получения ровной красивой поверхности изделия пользуются гелькоутами.

Мне кажется, pillot51 говорит о изготовлении тонкостенных корпусов ракет, поэтому так важна гладкость поверхности. Для толстостенного корпуса двигателя это неважно, здесь требования несколько другие.

Yalex Спасибо за пояснения.Ты считаешь,что приводным должен быть один из валков,а не оправка.Почему?
Сколько времени уплотняется композит,после намотки последнего слоя?Т.е. не происходит ли гелеобразования прямо на станке ? Тогда чистка дорогостоящего оборудования становится серьезной задачей.А если уплотнение на вальцах сделать так:заготовку обтянуть пленкой и зафиксировать скотчем.Будут ли излишки материала,особенно ткани,выдавливаться по оси,удлиняя трубку?
Сколько времени уплотняется композит,после намотки последнего слоя?Т.е. не происходит ли гелеобразования прямо на станке ? Тогда чистка дорогостоящего оборудования становится серьезной задачей.А если уплотнение на вальцах сделать так:заготовку обтянуть пленкой и зафиксировать скотчем.Будут ли излишки материала,особенно ткани,выдавливаться по оси,удлиняя трубку?
Yalex
втянувшийся
Оправка просто лежит на 2 опорных валках. Я имел дело с большими машинами там оправка загружается краном т.к. имеет существенный вес. И по причине большого веса она достаточно стабильно ведет себя в процессе намотки, не сдвигается. В нашем случае возможно оправку придется закреплять( либо следить за её положением) чтобы она не сползала. Как вариант конечно возможен привод и на оправку.
Композит уплотняется сразу в процессе намотки и это главный плюс. Причем усилие уплотнения равномерно т.к. монолитизация осуществляется за счет прижимных валков. Не надо морочить голову силой натяжения препрега( в других схемах её нужно регулировать в зависимости от слоя), достаточно просто его слегка натянуть чтобы не было складок.
По поводу связующего вам не могу ничего конкретного сказать, тут все зависит от предпочтений и задач. Я работаю с резольными фенольными смолами и органическими волокнами, а подобные смолы в чистом виде представляют собой порошок. Поэтому намотка изделий из фенольных органопластиков весьма специфическая вещь т.к. тут особое место занимает контроль температуры, диапазон температур при котором можно мотать( когда смола плавится) весьма узок и составляет 10-20 градусов( от 110 до 130).
Опять же повторюсь что подобная схема намотки позволяет использовать в качестве нагревателей ИК излучатели. При их наличии можно использовать и смолы горячего отверждения. Они обладают лучшей адгезией и мех. характеристиками.
А в тему удаления излишков смолы могу лишь посоветовать мотать перфорированную пленку на лавсановый отжимной слой, а сверху так называемый жертвенный материал который должен будет впитывать излишки. Наверное можно попробовать и без разделительной перфорированной пленки. В качестве жертвенного материала используют обычный утеплитель одежды синтипон. Причем во многих конторах занимающихся продажей сырья для композитов этот обычный синтипон выдают за специальный нетканный материал и продают в разы дороже.
Serge77
Я прекрасно понял что все хотят тонкостенные трубы. Поэтому я и предложил данную схему. Опять же повторюсь: что мешает сделать декоративное покрытие если уж так хочется гладкости? Намотать тонкостенную прочную трубу спиральной намоткой лентой или жгутом не получится, т.к. возникнет большая проблема расположения волокон чтобы обеспечить прочность по оси изделия, в лучшем случае можно будет обеспечить угол армирования градусов в 30 к оси изделия( и то при сухой намотке), это существенно снизит прочность. Использование ткани в данном изделии все сильно упрощает. Можно сделать действительно тонкостенное изделие с потребными мех. характеристиками и сделать у себя в гараже. К тому же изделие из ткани будет априори иметь более гладкую поверхность чем изделие из жгута/ленты.
Могу посоветовать книги Цыплакова О.Г. Он строил станки в СССР и для труб( в том числе криволинейных) и для "тонкостенных баллонов высоко давления".
Композит уплотняется сразу в процессе намотки и это главный плюс. Причем усилие уплотнения равномерно т.к. монолитизация осуществляется за счет прижимных валков. Не надо морочить голову силой натяжения препрега( в других схемах её нужно регулировать в зависимости от слоя), достаточно просто его слегка натянуть чтобы не было складок.
По поводу связующего вам не могу ничего конкретного сказать, тут все зависит от предпочтений и задач. Я работаю с резольными фенольными смолами и органическими волокнами, а подобные смолы в чистом виде представляют собой порошок. Поэтому намотка изделий из фенольных органопластиков весьма специфическая вещь т.к. тут особое место занимает контроль температуры, диапазон температур при котором можно мотать( когда смола плавится) весьма узок и составляет 10-20 градусов( от 110 до 130).
Опять же повторюсь что подобная схема намотки позволяет использовать в качестве нагревателей ИК излучатели. При их наличии можно использовать и смолы горячего отверждения. Они обладают лучшей адгезией и мех. характеристиками.
А в тему удаления излишков смолы могу лишь посоветовать мотать перфорированную пленку на лавсановый отжимной слой, а сверху так называемый жертвенный материал который должен будет впитывать излишки. Наверное можно попробовать и без разделительной перфорированной пленки. В качестве жертвенного материала используют обычный утеплитель одежды синтипон. Причем во многих конторах занимающихся продажей сырья для композитов этот обычный синтипон выдают за специальный нетканный материал и продают в разы дороже.
Serge77
Я прекрасно понял что все хотят тонкостенные трубы. Поэтому я и предложил данную схему. Опять же повторюсь: что мешает сделать декоративное покрытие если уж так хочется гладкости? Намотать тонкостенную прочную трубу спиральной намоткой лентой или жгутом не получится, т.к. возникнет большая проблема расположения волокон чтобы обеспечить прочность по оси изделия, в лучшем случае можно будет обеспечить угол армирования градусов в 30 к оси изделия( и то при сухой намотке), это существенно снизит прочность. Использование ткани в данном изделии все сильно упрощает. Можно сделать действительно тонкостенное изделие с потребными мех. характеристиками и сделать у себя в гараже. К тому же изделие из ткани будет априори иметь более гладкую поверхность чем изделие из жгута/ленты.
Могу посоветовать книги Цыплакова О.Г. Он строил станки в СССР и для труб( в том числе криволинейных) и для "тонкостенных баллонов высоко давления".
Yalex> Я прекрасно понял что все хотят тонкостенные трубы.
Боюсь, ты не понял. Для РДТТ нужны трубы толщиной 2-3 мм и больше, а для корпусов спортивных ракет - толщиной 0.2-0.3 мм. Вот последние действительно тонкостенные.
Боюсь, ты не понял. Для РДТТ нужны трубы толщиной 2-3 мм и больше, а для корпусов спортивных ракет - толщиной 0.2-0.3 мм. Вот последние действительно тонкостенные.
Конечно,прижимные вальцы улучшают качество намотанных корпусов,но сложность конструкции остановят большинство ракетомоделистов.Вспомним,как наматываются картонные корпуса.После намотки картона, заготовка прикатывается доской с усилиием по столу.При этой операции слои картона скользят на клее и происходит обжатие оправки и уплотнение всей трубки.(Для ее фиксации удобна галантерейная резинотканевая тесьма).Предлагаю таким же образом уплотнять и стеклопластиковые трубы.Избыток связующего останется на столе.

Yalex> Могу посоветовать книги Цыплакова О.Г. ...
У тебя случаем книги "Конструирование изделий из композиционно-волокнистых материалов, Цыплаков О. Г., Машиностроение, 1984" на руках или в электронном виде нет? Хорошее издание было...
У тебя случаем книги "Конструирование изделий из композиционно-волокнистых материалов, Цыплаков О. Г., Машиностроение, 1984" на руках или в электронном виде нет? Хорошее издание было...
Как раз позавчера с Yalex упражнялись в толстостенных трубах. А до этого в тонкостенных (1мм).
Делали так:
Брали трубу дюралевую с подходящим внутренним диаметром. Обмазывали ее "жидким" воском (куплен в магазине, гдеи стеклоткань). После застывания обмазки, окладывали внутреннюю поверхность офисной бумагой в 1 слой (бумага так же с 2-х сторон натерта воском). Обкладка осуществляется просто, сворачиваете лист в рулон и вставив в трубу, расправляете, прижимая к стенкам. Стыки между листами воском покрываете.
Из куска картона или текстолита или еще чего-нибудь, делаются заглушки, одна из которых с большим отверстием.
Сворачиваете стеклоткань в рулон и как бумагу разворачиваете в трубе, прижимая к стенкам. Ставите заглушки. В конструкцию заливаете (через дырку в заглушке) состав смолы с отвердителем и пластификатором (ДОФ, например, или касторовое масло на худой конец). Вращая в руках, распределяете все по стеклоткани. Потом зажимаете в токарный станок и включаете обороты. Мы на трубе ф100, давали 1100об/мин. Через 1-1,5 часа вынимаете (когда смола перестает течь), и ставите сушиться в собранном состоянии.
Чтобы заливку вытащить, надо корпус нагреть до 40-50 град и все легко выходит.
Говорят, можно бумагой не обкладывать внутренние стенки, а вместо этого 5 слоев воска положить.... не пробовал, т.к. устал выковыривать прилипшую к стенкам эпоксидку. Да и для скорейшего отверждения грею монтажным феном, что может нарушить защитный слой.
Получаются по этой технологии очень качественные корпуса.
Минус один - требуется токарный станок. Но как вариант - можно дрель приспособить. В этом процессе важно минимизировать иение зажатой в станке (дрели) трубы/формы. Иначе смола не равномерно по длине распределяется.
Делали так:
Брали трубу дюралевую с подходящим внутренним диаметром. Обмазывали ее "жидким" воском (куплен в магазине, гдеи стеклоткань). После застывания обмазки, окладывали внутреннюю поверхность офисной бумагой в 1 слой (бумага так же с 2-х сторон натерта воском). Обкладка осуществляется просто, сворачиваете лист в рулон и вставив в трубу, расправляете, прижимая к стенкам. Стыки между листами воском покрываете.
Из куска картона или текстолита или еще чего-нибудь, делаются заглушки, одна из которых с большим отверстием.
Сворачиваете стеклоткань в рулон и как бумагу разворачиваете в трубе, прижимая к стенкам. Ставите заглушки. В конструкцию заливаете (через дырку в заглушке) состав смолы с отвердителем и пластификатором (ДОФ, например, или касторовое масло на худой конец). Вращая в руках, распределяете все по стеклоткани. Потом зажимаете в токарный станок и включаете обороты. Мы на трубе ф100, давали 1100об/мин. Через 1-1,5 часа вынимаете (когда смола перестает течь), и ставите сушиться в собранном состоянии.
Чтобы заливку вытащить, надо корпус нагреть до 40-50 град и все легко выходит.
Говорят, можно бумагой не обкладывать внутренние стенки, а вместо этого 5 слоев воска положить.... не пробовал, т.к. устал выковыривать прилипшую к стенкам эпоксидку. Да и для скорейшего отверждения грею монтажным феном, что может нарушить защитный слой.
Получаются по этой технологии очень качественные корпуса.
Минус один - требуется токарный станок. Но как вариант - можно дрель приспособить. В этом процессе важно минимизировать иение зажатой в станке (дрели) трубы/формы. Иначе смола не равномерно по длине распределяется.

FRC> Получаются по этой технологии очень качественные корпуса.
Да,звучит заманчиво.А можно увидеть торцевой срез трубы ? Уверен,что пропитка будет качественная,а вот как с натяжением ткани ? ИМХО на длинных трубах и больших оборотах,нужно использовать заднюю бабку.
Да,звучит заманчиво.А можно увидеть торцевой срез трубы ? Уверен,что пропитка будет качественная,а вот как с натяжением ткани ? ИМХО на длинных трубах и больших оборотах,нужно использовать заднюю бабку.
Azot> Да,звучит заманчиво.А можно увидеть торцевой срез трубы ? Уверен,что пропитка будет качественная,а вот как с натяжением ткани ? ИМХО на длинных трубах и больших оборотах,нужно использовать заднюю бабку.
Сегодня поеду в мастерскую и сфоткаю.
Натяжения ткани нет :(ее вместе со смолой прижимает к стенкам). Бабку нельзя... ну точнее, не удобно. Как раз куда центр должен упираться, в заглушке дырка для доливки/задивки и визуального контроля (попросту пальцем залезть или фонариком посветить). Я переделал на скорую руку люнет трехточечный и вместо регулирующих "пальцев" поставил подшипники. Трубу зажимаешь между ними и все (см.фото алалогичного девайса).
Пример брал здесь: South Bend Lathe Steady Rest Mod
Сегодня поеду в мастерскую и сфоткаю.
Натяжения ткани нет :(ее вместе со смолой прижимает к стенкам). Бабку нельзя... ну точнее, не удобно. Как раз куда центр должен упираться, в заглушке дырка для доливки/задивки и визуального контроля (попросту пальцем залезть или фонариком посветить). Я переделал на скорую руку люнет трехточечный и вместо регулирующих "пальцев" поставил подшипники. Трубу зажимаешь между ними и все (см.фото алалогичного девайса).
Пример брал здесь: South Bend Lathe Steady Rest Mod
Прикреплённые файлы:
Сфоткал трубки. Толстостенная - нагруженная бронировка ГРД. Продольная нагрузка на нее от 4 до 6т. Тонкостенная (2 слоя ткани) - конструктивная часть парашютного отсека. А баночка на фото - разделительный воск.
Прикреплённые файлы:

FRC> Сфоткал трубки.
Сравнима по виду с фабричной трубой G11. Поздравляю. Наверное могла бы служить стенкой камеры, а не бронировкой для ГРД. Подумайте.
Сравнима по виду с фабричной трубой G11. Поздравляю. Наверное могла бы служить стенкой камеры, а не бронировкой для ГРД. Подумайте.

FRC> Пример брал здесь:
Тю, а я грешным делом подумал, что вы купили еще один антикварный станок специально для изготовления труб.
FRC - какой, по твоему мнению, минимальный диаметр труб по такому "изнутряному" методу ?
Тю, а я грешным делом подумал, что вы купили еще один антикварный станок специально для изготовления труб.
FRC - какой, по твоему мнению, минимальный диаметр труб по такому "изнутряному" методу ?

FRC>> Сфоткал трубки.
a_centaurus> Сравнима по виду с фабричной трубой G11. Поздравляю. Наверное могла бы служить стенкой камеры, а не бронировкой для ГРД. Подумайте.
Спасибо. G11 - это какое-то коммерческое обозначение? Не смог найти в и-нете.
Корпус стеклопластиковый было бы интересно сделать. Не понятно, как крепить в нем сопло и инжекторную головку? Если делать разборную конструкцию, надо какие-то металлические фланцы на концах трубы.
a_centaurus> Сравнима по виду с фабричной трубой G11. Поздравляю. Наверное могла бы служить стенкой камеры, а не бронировкой для ГРД. Подумайте.
Спасибо. G11 - это какое-то коммерческое обозначение? Не смог найти в и-нете.
Корпус стеклопластиковый было бы интересно сделать. Не понятно, как крепить в нем сопло и инжекторную головку? Если делать разборную конструкцию, надо какие-то металлические фланцы на концах трубы.
FRC>> Пример брал здесь:
Ckona> Тю, а я грешным делом подумал, что вы купили еще один антикварный станок специально для изготовления труб.
Ckona> FRC - какой, по твоему мнению, миниальный диаметр труб по такому "изнутряному" методу ?
Не, станок не покупали Делать намоточный задумали, но это ближе к лету.
По диаметру не скажу. Yalex разбирался и делал программу считать сколько смолы, ткани, оборотов.... это его стихия.
По ощущениям, если станок дает 3000 об/мин (мой только 1650), то можно и ф30 сделать, заливая теплую смолу и подогревая монтажным феном изнутри. Но с маленькими диаметрами не удобно работать. Бумажкой длинную трубку особо не выложишь. Надо надеятся на 5 слоев воска. Надо будет попробовать.
Ckona> Тю, а я грешным делом подумал, что вы купили еще один антикварный станок специально для изготовления труб.
Ckona> FRC - какой, по твоему мнению, миниальный диаметр труб по такому "изнутряному" методу ?
Не, станок не покупали
Делать намоточный задумали, но это ближе к лету. По диаметру не скажу. Yalex разбирался и делал программу считать сколько смолы, ткани, оборотов.... это его стихия.
По ощущениям, если станок дает 3000 об/мин (мой только 1650), то можно и ф30 сделать, заливая теплую смолу и подогревая монтажным феном изнутри. Но с маленькими диаметрами не удобно работать. Бумажкой длинную трубку особо не выложишь. Надо надеятся на 5 слоев воска. Надо будет попробовать.
FRC Трубы выглядят качественно ! В вашем способе трудно контролировать количество связки.При повторных изготовлениях,удобен весовой метод.А можно брать ее избыток и после центрифугирования на т.станке,вставить резиновый надувной мяч,бобышки из оргстекла и накачать пару атмосфер.Избыток смолы будет выдавливаться в микрозазоры между трубой и бобышками.Вентиль мяча вывести через отверстие в одной из бобышек,которое,также будет входить в задний вращающийся центр т.станка.
FRC> По ощущениям, если станок дает 3000 об/мин (мой только 1650), то можно и ф30 сделать, заливая теплую смолу и подогревая монтажным феном изнутри.
Переделать станок на большие обороты не проблема, пересчитав передаточное отношение ременных шкивов, и переделав ведущий шкив на больший диаметр ,ну и ремни подобрать соответствующего размера
Переделать станок на большие обороты не проблема, пересчитав передаточное отношение ременных шкивов, и переделав ведущий шкив на больший диаметр ,ну и ремни подобрать соответствующего размера
Yalex
втянувшийся
Azot
Зачем выдавливать лишнее, если можно сразу залить столько сколько нужно для конкретной объемной концентрации компонентов. В данном случае это в районе 60% армировки и 40% связующего. Это был первый опыт. В идеале надо максимально снижать долю связующего. При условии что оно будет иметь низкую вязкость, данный способ обеспечивает хорошую пропитку. В деталях не подвергающимся тепловым нагрузкам можно использовать активные разбавители, они могут снизить вязкость на 1-2 порядка, что позволит сделать объемную долю связующего еще меньше, либо даст возможность наполнять связующее, микросферами например.
Зачем выдавливать лишнее, если можно сразу залить столько сколько нужно для конкретной объемной концентрации компонентов. В данном случае это в районе 60% армировки и 40% связующего. Это был первый опыт. В идеале надо максимально снижать долю связующего. При условии что оно будет иметь низкую вязкость, данный способ обеспечивает хорошую пропитку. В деталях не подвергающимся тепловым нагрузкам можно использовать активные разбавители, они могут снизить вязкость на 1-2 порядка, что позволит сделать объемную долю связующего еще меньше, либо даст возможность наполнять связующее, микросферами например.
FRC> Спасибо. G11 - это какое-то коммерческое обозначение? Не смог найти в и-нете.
Набери в Google: G11 fiberglass. Там же и другие марки. Крепление соплового блока или инжектора аналогично креплению оных в любой другой трубе. Винтовое или snap ring или резьба. Стандартно изготовленные материал позволяет делать все операции механической обработки. Можно металлический бандаж под головки винтов поставить. Выточишь поясок из дюраля или стали (1 мм достаточно). Однако для бака лучше делать ламинирование полимерной или дюралевой тонкостенной бутылью. Лучше достигается герметичность. На фото: два разных дизайна для РДТТ на базе композитной трубы. В первом случае используется стальной бандаж. Во втором - вклеивание трубы. Прошёл испытания первый вариант. В общем-то, по соображениям как надёжности, так и веса. И это в РДТТ рассчитанном на 800 пси. В ГРД и давление в три раза ниже и термозащищённость стенок выше. Кстати, зачем шашке твёрдого горючего в ГРД такая БРОНИРОВКА. Тот же парафин - прекрасный теплоизолятор. Прорыв газов из-за трещин также не грозит. Ведь горючее не содержит твёрдого окислителя. Нужно правильно расчитывать размер шашки и камеры. Тогда процесс закончится, когда останутся только стенки формовочного стакана. Картон 1 мм прекрасно работает. У меня был только один случай проплавления камеры, когда я забыл, что испытываю маршевый двигатель на 12 с,а поставил обычную шашку в стакане из картона. Такая труба в камере ГРД - НОНСЕНС. Конструкция непоправимо утяжеляется. В старые советские время за такие "технические решения" конструктора лишали премии...
Набери в Google: G11 fiberglass. Там же и другие марки. Крепление соплового блока или инжектора аналогично креплению оных в любой другой трубе. Винтовое или snap ring или резьба. Стандартно изготовленные материал позволяет делать все операции механической обработки. Можно металлический бандаж под головки винтов поставить. Выточишь поясок из дюраля или стали (1 мм достаточно). Однако для бака лучше делать ламинирование полимерной или дюралевой тонкостенной бутылью. Лучше достигается герметичность. На фото: два разных дизайна для РДТТ на базе композитной трубы. В первом случае используется стальной бандаж. Во втором - вклеивание трубы. Прошёл испытания первый вариант. В общем-то, по соображениям как надёжности, так и веса. И это в РДТТ рассчитанном на 800 пси. В ГРД и давление в три раза ниже и термозащищённость стенок выше. Кстати, зачем шашке твёрдого горючего в ГРД такая БРОНИРОВКА. Тот же парафин - прекрасный теплоизолятор. Прорыв газов из-за трещин также не грозит. Ведь горючее не содержит твёрдого окислителя. Нужно правильно расчитывать размер шашки и камеры. Тогда процесс закончится, когда останутся только стенки формовочного стакана. Картон 1 мм прекрасно работает. У меня был только один случай проплавления камеры, когда я забыл, что испытываю маршевый двигатель на 12 с,а поставил обычную шашку в стакане из картона. Такая труба в камере ГРД - НОНСЕНС. Конструкция непоправимо утяжеляется. В старые советские время за такие "технические решения" конструктора лишали премии...
Прикреплённые файлы:
Это сообщение редактировалось 01.03.2011 в 21:41
Yalex> В данном случае это в районе 60% армировки и 40% связующего. Это был первый опыт.
Надеюсь,следующие будут не хуже.Импонирует в этой технологии- чистые руки и отсутсвие горячих паров отвердителя,закрытых формой.На мой взгляд,микросферы хорошо работающие на сжатие,тут не нужны.
Надеюсь,следующие будут не хуже.Импонирует в этой технологии- чистые руки и отсутсвие горячих паров отвердителя,закрытых формой.На мой взгляд,микросферы хорошо работающие на сжатие,тут не нужны.
a_centaurus> ... Можно металлический бандаж под головки винтов поставить. Выточишь поясок из дюраля или стали (1 мм достаточно).
Эх.. так много изящных решений. Но как мало времени Действительно, надо будет при случае попробовать композитную камеру. А пока с этой разобраться бы.
Действительно, надо будет при случае попробовать композитную камеру. А пока с этой разобраться бы.
a_centaurus> Кстати, зачем шашке твёрдого горючего в ГРД такая БРОНИРОВКА.
Ты прав, как чисто бронировка не нужна. Но у нас она продольно нагруженная. На нее давит инжекторная головка, а на головку давление в баке. Всего усилие 4 тонны. Для ускорения начала летных испытаний мы на монокок временно перешли. Вот и пришлось такую толстостенную трубу в "хвост" вставлять. Я искал дюралевую, но увы. Не нашел подходящего диаметра. Стальная - еще тяжелее.
Впрочем, это тема для другого топика. Сергей сейчас ругаться начнет
a_centaurus> ... за такие "технические решения" конструктора лишали премии...
Не жили хорошо, нечего и начинать
Эх.. так много изящных решений. Но как мало времени
Действительно, надо будет при случае попробовать композитную камеру. А пока с этой разобраться бы.a_centaurus> Кстати, зачем шашке твёрдого горючего в ГРД такая БРОНИРОВКА.
Ты прав, как чисто бронировка не нужна. Но у нас она продольно нагруженная. На нее давит инжекторная головка, а на головку давление в баке. Всего усилие 4 тонны. Для ускорения начала летных испытаний мы на монокок временно перешли. Вот и пришлось такую толстостенную трубу в "хвост" вставлять. Я искал дюралевую, но увы. Не нашел подходящего диаметра. Стальная - еще тяжелее.
Впрочем, это тема для другого топика. Сергей сейчас ругаться начнет
a_centaurus> ... за такие "технические решения" конструктора лишали премии...
Не жили хорошо, нечего и начинать

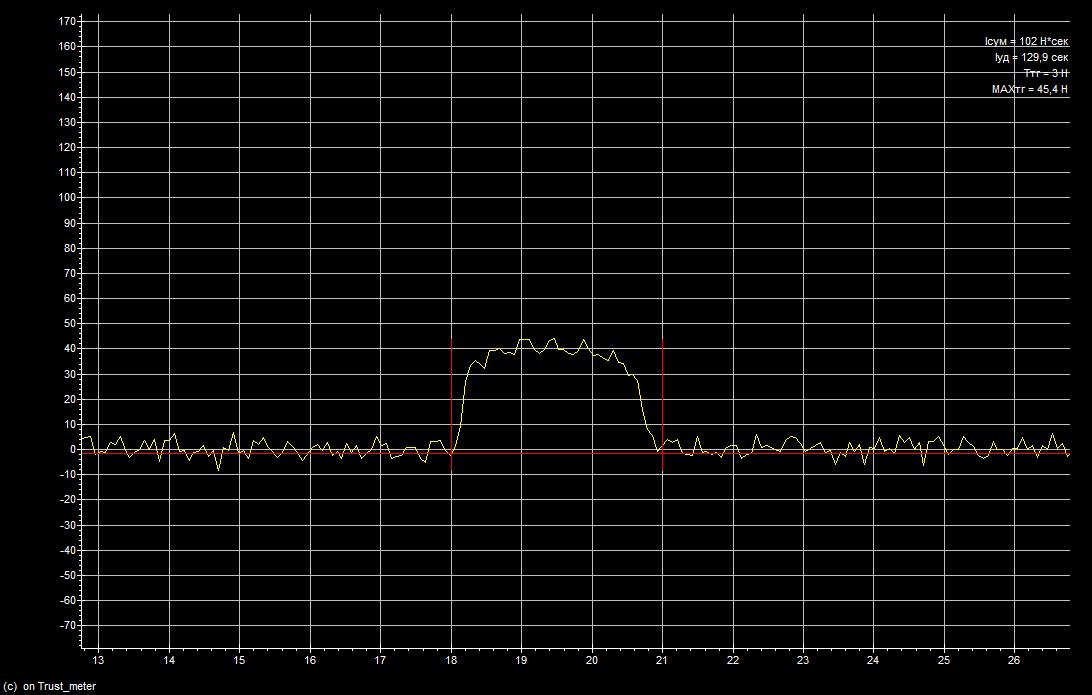
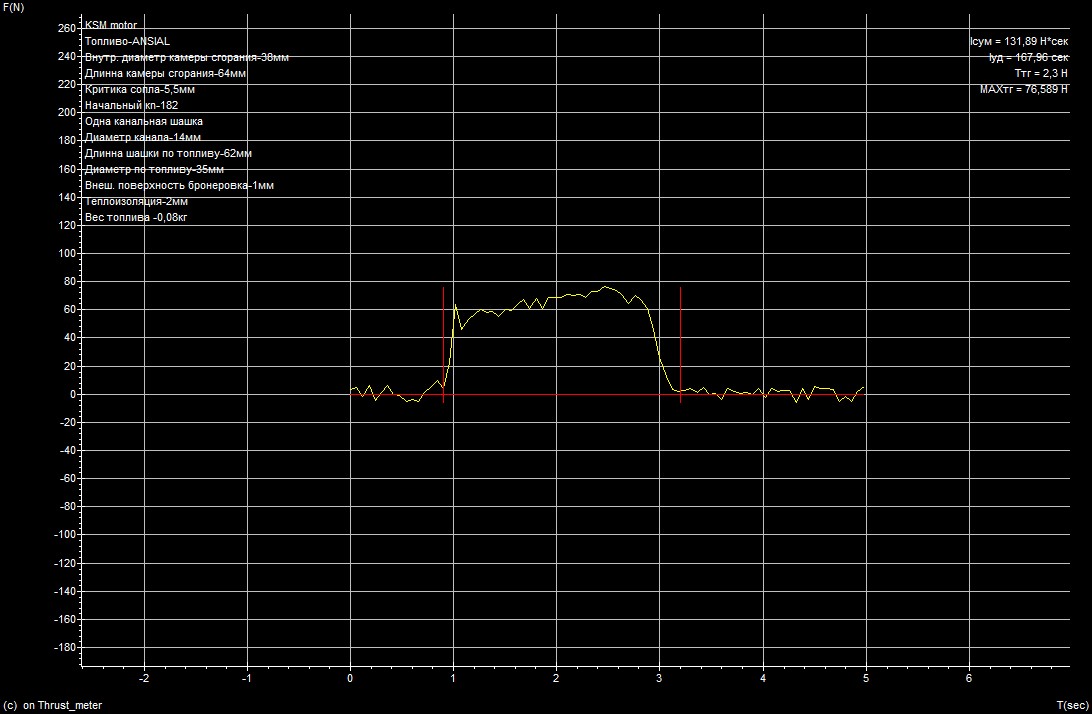
Провел испытания двух двигателей на ансиале с процентным составом 60\20\20 ,(обычно работаю с 63\15\22).
Двигателя одинаковые на 80 грамм топлива,только разная критика.
Создалось впечатление, что существует предел,при котором уменьшение критики уже почти не чего не дает, кроме заброса давления.А также увеличение обьема связки очень сильно ,занижают возможности двигателя,(разница в показаниях63\15\22 и 60\20\20 чуть ли ,не на 1\3
Выкладываю графики.
Двигателя одинаковые на 80 грамм топлива,только разная критика.
Создалось впечатление, что существует предел,при котором уменьшение критики уже почти не чего не дает, кроме заброса давления.А также увеличение обьема связки очень сильно ,занижают возможности двигателя,(разница в показаниях63\15\22 и 60\20\20 чуть ли ,не на 1\3
Выкладываю графики.
Реклама Google — средство выживания форумов :)
ksм
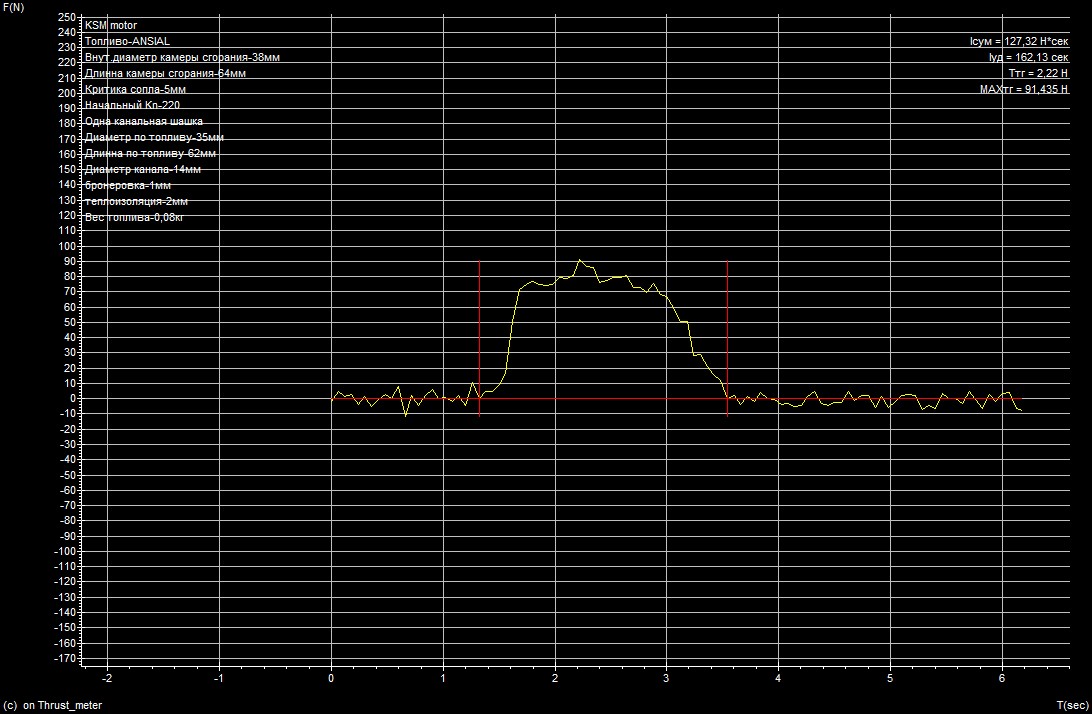
Вот для сравнения 63\15\22
Вот для сравнения 63\15\22
Прикреплённые файлы:
Copyright © Balancer 1997..2022
Создано 22.11.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 22.11.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
