-
![[image]](https://www.balancer.ru/cache/forums/attaches/2014/06/128x128-crop/05-3500624-000-grafik-tyagi-dvigatelya-ma-40-10-r-40-61-.png)
РДТТ конструкции технологии материалы - XVIII
Теги:
 ArBaLeT
ArBaLeT

SashaMaks> Если перевернуть развёртки на листе ватмана на 90гр., то прочность корпуса двигателя только по этой причине будет примерно в 2-2,5 раза ниже.
Волокна бумаги направлены не вдоль длины корпуса, а вдоль окружности намотки. Я верно
понял?
Волокна бумаги направлены не вдоль длины корпуса, а вдоль окружности намотки. Я верно
понял?


 инфо
инфо инструменты
инструменты
ArBaLeT> Волокна бумаги направлены не вдоль длины корпуса, а вдоль окружности намотки. Я верно
ArBaLeT> понял?
Да, и только так.
ArBaLeT> понял?
Да, и только так.

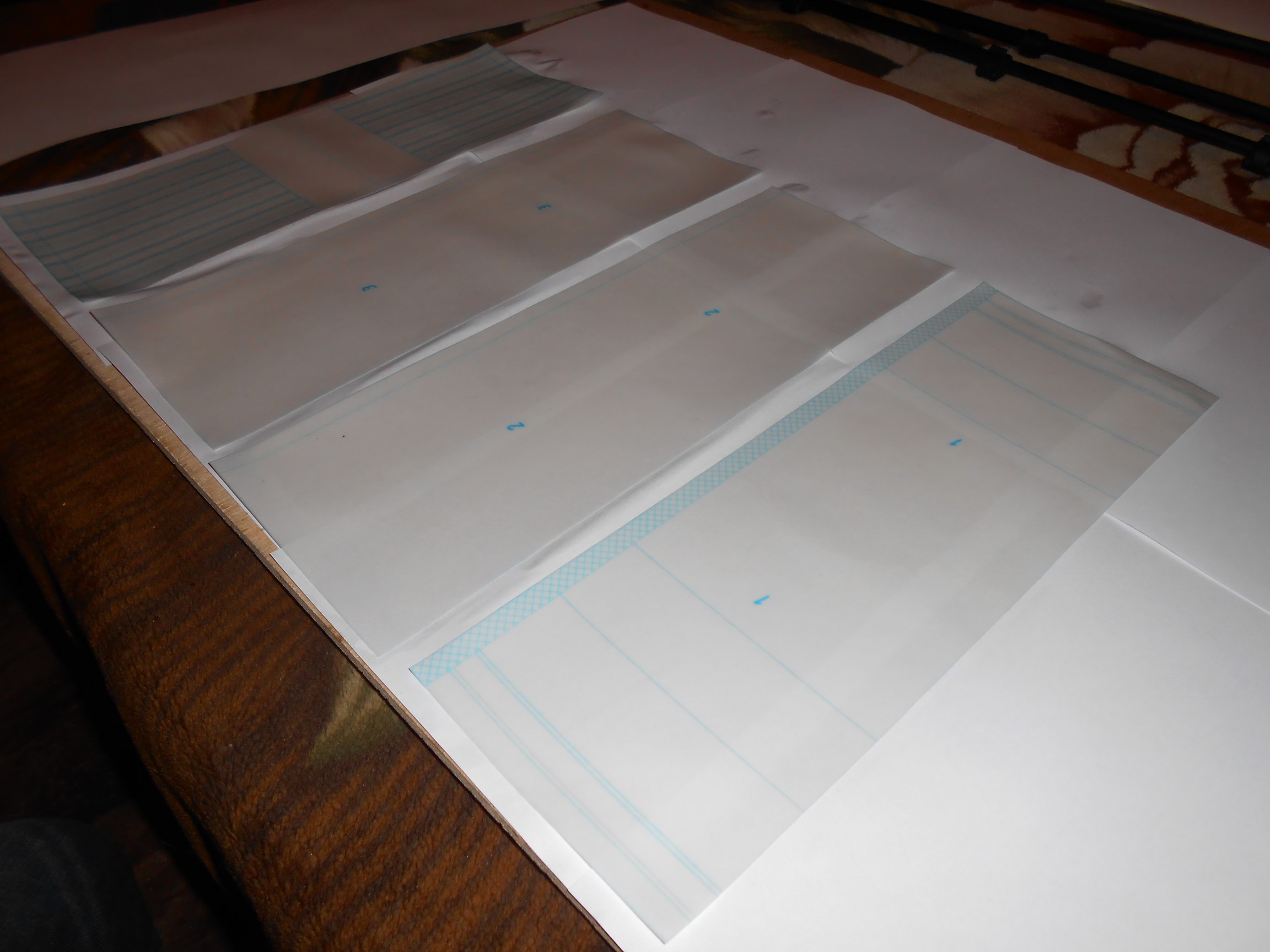
SashaMaks>> Пункт №4. Печать развёрток.
Пока перерыв. Электроплитка занята, жена еду готовит)))
Пока перерыв. Электроплитка занята, жена еду готовит)))

ArBaLeT>> Волокна бумаги
SashaMaks> Да, и только так.
А это видно визуально?? Или есть какой то прием?
SashaMaks> Да, и только так.
А это видно визуально?? Или есть какой то прием?


ArBaLeT>>> Волокна бумаги
SashaMaks>> Да, и только так.
CRC> А это видно визуально?? Или есть какой то прием?
Определить направление волокон для бумаги?
Если это, то да легко. Для этого нужно просто отрезать небольшой кусочек от неё и погнуть этот листок под перпендикулярными углами. Если гнётся легко и ровно, то волокна направлены вдоль линии гиба. Если гнётся с образованием ломких трещин на бумаге, то волокна направлены поперёк линии гиба - фактически ты эти волокна ломаешь.
SashaMaks>> Да, и только так.
CRC> А это видно визуально?? Или есть какой то прием?
Определить направление волокон для бумаги?
Если это, то да легко. Для этого нужно просто отрезать небольшой кусочек от неё и погнуть этот листок под перпендикулярными углами. Если гнётся легко и ровно, то волокна направлены вдоль линии гиба. Если гнётся с образованием ломких трещин на бумаге, то волокна направлены поперёк линии гиба - фактически ты эти волокна ломаешь.
Прикреплённые файлы:

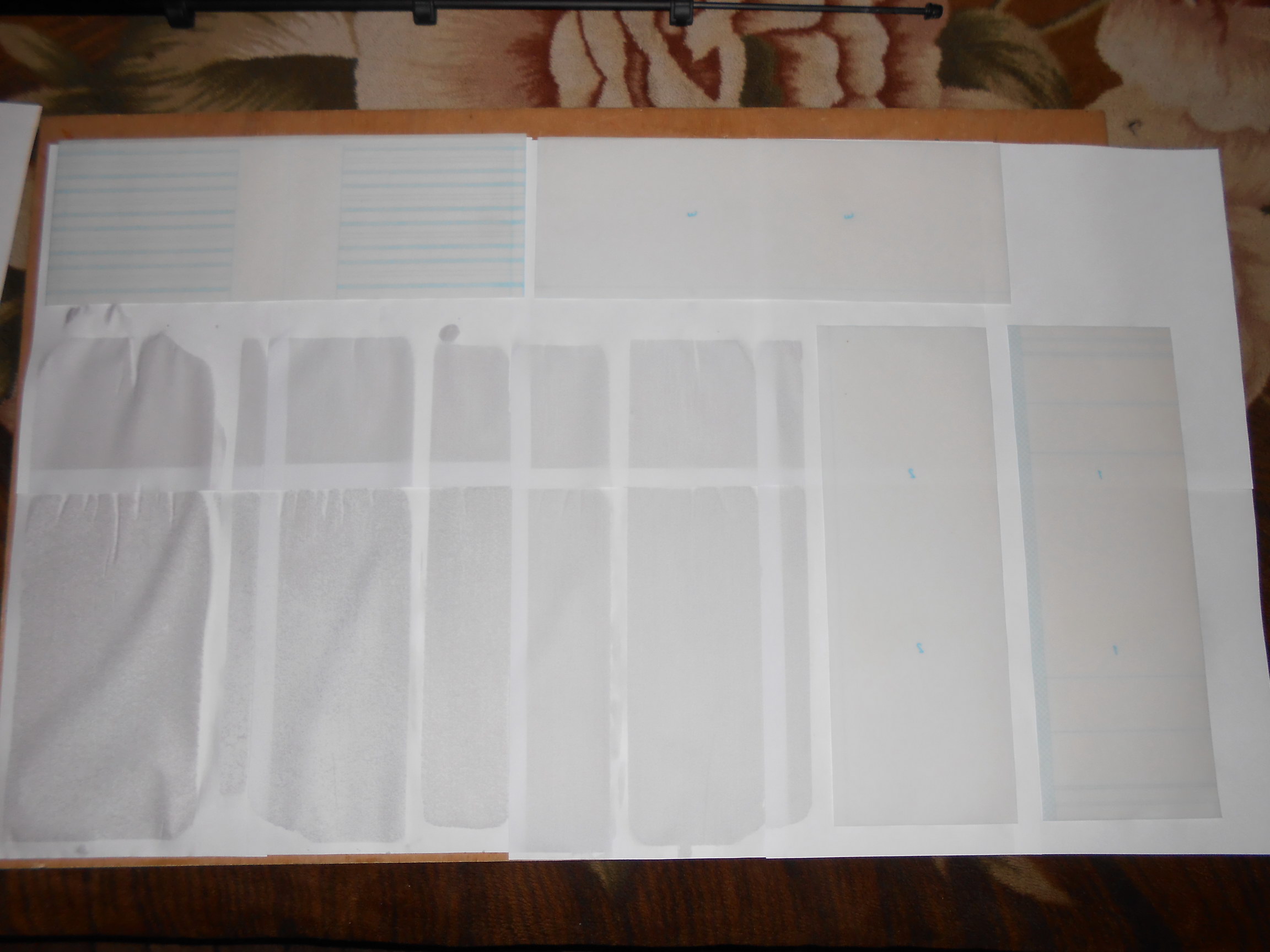
Пункт №5. Пропитывание развёрток жидким стеклом.
Довольно много здесь можно написать всего, попробую с чего-нибудь начать.
В целом ничего сложного нет, но есть нюансы.
1. Исходное жидкое стекло обычно имеет плотность где-то 1,4г/мл, а нужна 1,15-1,2г/мл. Точную цифру не мерил. Последний раз мне это стоило электронных весов... Концентрация 1,15-1,17г/мл предпочтительна для моего последнего метода, который я разрабатывал для пропитывания очень больших листов корпуса двигателя МА-60-10.
Суть данного метода в том, что исходная концентрация жидкого стекла понижается, а потом на стадии сушки снова повышается. Достигается это за счёт того, что весь "избыточный" раствор (клей), что остаётся на поверхности только что пропитанного листа не удаляется, а впитывается преимущественно в целевой лист бумаги.
Ну а пока, развёртки опускаются в горячий раствор (как только пар начнёт идти уже можно пропитывать) жидкого стекла. Использовать более высокую температуру нельзя, если не нужны проблемы с пересыщением раствора из силиката натрия.
Каждый следующий лист укладывается только после того, как предыдущий лист был полностью погружён в раствор, иначе между ними ничего не пропитается.
Довольно много здесь можно написать всего, попробую с чего-нибудь начать.
В целом ничего сложного нет, но есть нюансы.
1. Исходное жидкое стекло обычно имеет плотность где-то 1,4г/мл, а нужна 1,15-1,2г/мл. Точную цифру не мерил. Последний раз мне это стоило электронных весов... Концентрация 1,15-1,17г/мл предпочтительна для моего последнего метода, который я разрабатывал для пропитывания очень больших листов корпуса двигателя МА-60-10.
Суть данного метода в том, что исходная концентрация жидкого стекла понижается, а потом на стадии сушки снова повышается. Достигается это за счёт того, что весь "избыточный" раствор (клей), что остаётся на поверхности только что пропитанного листа не удаляется, а впитывается преимущественно в целевой лист бумаги.
Ну а пока, развёртки опускаются в горячий раствор (как только пар начнёт идти уже можно пропитывать) жидкого стекла. Использовать более высокую температуру нельзя, если не нужны проблемы с пересыщением раствора из силиката натрия.
Каждый следующий лист укладывается только после того, как предыдущий лист был полностью погружён в раствор, иначе между ними ничего не пропитается.
Прикреплённые файлы:

Пункт №6. Предварительная сушка развёрток.
После того, как листы полностью пропитаются жидким стеклом (обычно на это уходит примерно 5-10мин и они оседают сами на дно), их можно вынимать и сразу плашмя располагать на подстилке из принтерной бумаги (можно использовать черновики). При этом можно прямо рукой раскидать клей, который находится на поверхности листов, по всей площади по равномерней, главное не переусердствовать. Всё равно он весь впитается в лист и очень быстро.
На этой стадии нужна повышенная аккуратность в обращении с листами, так как пропитанный ватман очень легко может быть порван или деформирован.
После того, как листы полностью пропитаются жидким стеклом (обычно на это уходит примерно 5-10мин и они оседают сами на дно), их можно вынимать и сразу плашмя располагать на подстилке из принтерной бумаги (можно использовать черновики). При этом можно прямо рукой раскидать клей, который находится на поверхности листов, по всей площади по равномерней, главное не переусердствовать. Всё равно он весь впитается в лист и очень быстро.
На этой стадии нужна повышенная аккуратность в обращении с листами, так как пропитанный ватман очень легко может быть порван или деформирован.
Прикреплённые файлы:
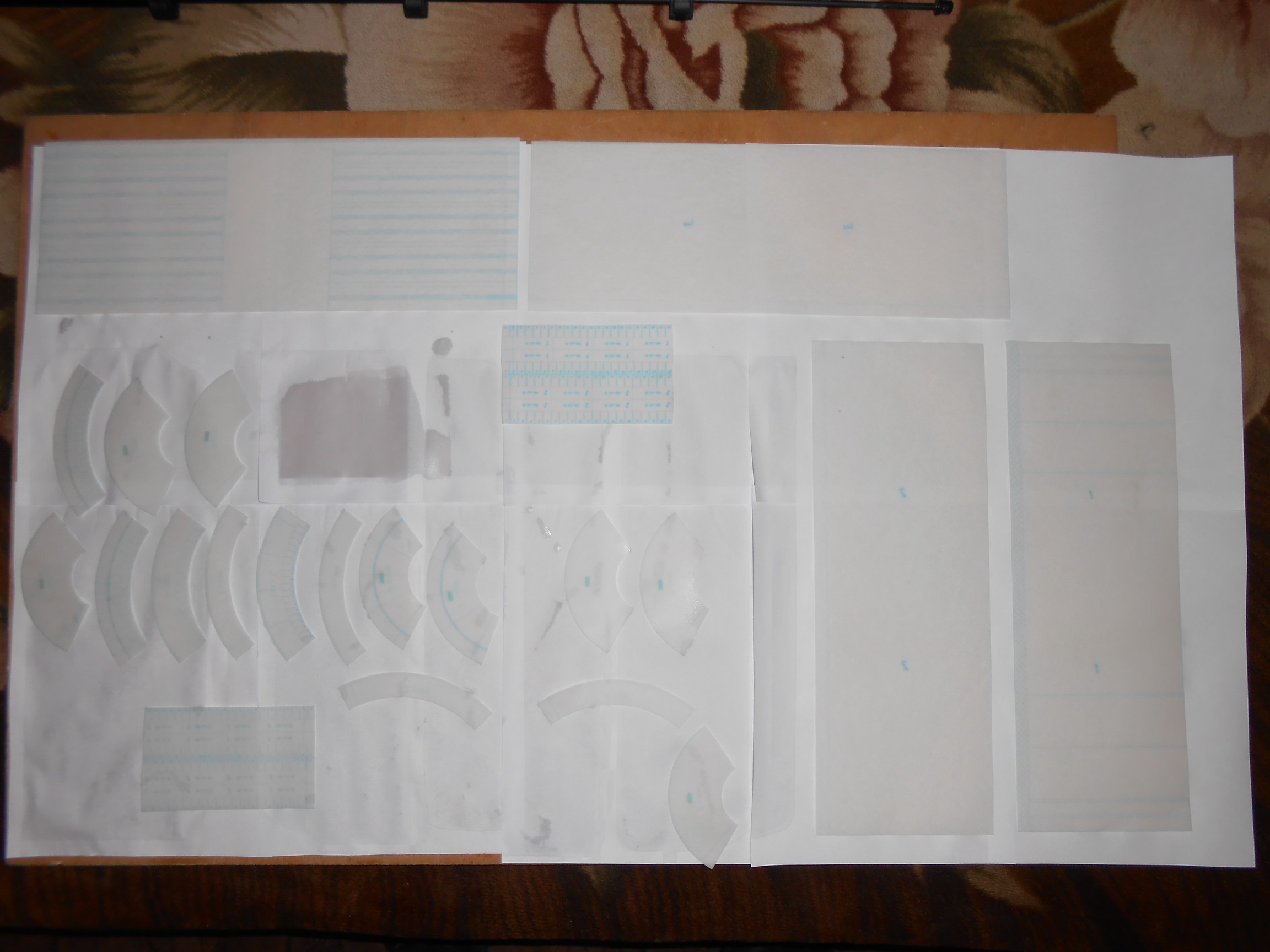
Пункт №7. Основная сушка развёрток.
Так листы лежать всего 2-3минуты, не более. Потом они снимаются с исходного места и укладываются на другое место, где сухо обратной стороной. Так они могут высыхать до победного, но лучше до слегка влажного состояния. При этом их можно будет легко вальцевать и клеить. Если же этот момент будет упущен, то работать с ними можно но это потребует значительных усилий и может ничего не получиться.
Так листы лежать всего 2-3минуты, не более. Потом они снимаются с исходного места и укладываются на другое место, где сухо обратной стороной. Так они могут высыхать до победного, но лучше до слегка влажного состояния. При этом их можно будет легко вальцевать и клеить. Если же этот момент будет упущен, то работать с ними можно но это потребует значительных усилий и может ничего не получиться.
Прикреплённые файлы:
SashaMaks> Пункт №7. Основная сушка развёрток.
А тем временем пропитались и все остальные развёртки и так же сушатся там, где бумажная подложка уже подсохла.
Для того, чтобы развёртки не прилипли к подложке из бумаги, необходимо следить за этим, время от времени проверяя их на свободное перемещение.
П.С.
Проблемы выбора качественного ватмана при покупке:

А тем временем пропитались и все остальные развёртки и так же сушатся там, где бумажная подложка уже подсохла.
Для того, чтобы развёртки не прилипли к подложке из бумаги, необходимо следить за этим, время от времени проверяя их на свободное перемещение.
П.С.
Проблемы выбора качественного ватмана при покупке:
РДТТ конструкции технологии материалы - XVIII [SashaMaks#28.04.14 21:59]
… Вдогонку описываемой ранее моей технологии применения силикатного ватмана, обнаружился ещё один очень неприятный момент. К счастью он не наделал много бед, так как запас прочности в 2,5 для корпуса стерпел потери по прочности где-то в 1,5. А потери были вызваны каким-то очень странным ватманом. Внешне почти неотличим от того, что я обычно использовал, но если приглядеться, то он шершавее, рыхлее и пропитывался жидким стеклом быстро, всего за 5 мин. Это показалось странным, но как-то не…// Ракетомодельный
Прикреплённые файлы:
Это сообщение редактировалось 28.04.2014 в 22:10
 Xan
Xan

CRC>> А это видно визуально?? Или есть какой то прием?
SashaMaks> Определить направление волокон для бумаги?
Вырезаешь квадратный кусок бумаги и пытаешься за диагональные углы его согнуть по диагонали. А он гнётся асимметрично, явно предпочитая одно из направлений.
Можно на офисной потренироваться.")
SashaMaks> Определить направление волокон для бумаги?
Вырезаешь квадратный кусок бумаги и пытаешься за диагональные углы его согнуть по диагонали. А он гнётся асимметрично, явно предпочитая одно из направлений.
Можно на офисной потренироваться.
SashaMaks>> Пункт №7. Основная сушка развёрток.
Остальное по части того, как клеить сам корпус будет позже.
В фоторяд это не помещается, только на видео можно будет показать все детали.
Остальное по части того, как клеить сам корпус будет позже.
В фоторяд это не помещается, только на видео можно будет показать все детали.
 Sharovar
Sharovar

SashaMaks> Для того, чтобы развёртки не прилипли к подложке из бумаги, необходимо следить за этим, время от времени проверяя их на свободное перемещение.
Клеевые изделия кладу на подложку из полиэтилена или политерефталата (рукав для запекания). Тогда отодрать сложности не представляет.
Как с устойчивостью полученных гильз на воздухе дело обстоит? В жидком стекле подкупает его огнестойкость. Когда-то пропитывал им кольцевые стабилизаторы из бумаги, так через пару недель они растрескивались, а пальцем по поверхности проведёшь так порошок остаётся, видимо углекислого газа натянуло и в соду перешло.
Клеевые изделия кладу на подложку из полиэтилена или политерефталата (рукав для запекания). Тогда отодрать сложности не представляет.
Как с устойчивостью полученных гильз на воздухе дело обстоит? В жидком стекле подкупает его огнестойкость. Когда-то пропитывал им кольцевые стабилизаторы из бумаги, так через пару недель они растрескивались, а пальцем по поверхности проведёшь так порошок остаётся, видимо углекислого газа натянуло и в соду перешло.

Sharovar> Клеевые изделия кладу на подложку из полиэтилена или политерефталата (рукав для запекания). Тогда отодрать сложности не представляет.
Наверное можно и так, но я ещё не пробовал. Если будет прилипать, то возможно будут оставаться наплывы жидкого стекла на поверхности, что очень плохо. Тут-то оно всё в бумагу впитывается со всех сторон.
Sharovar> Как с устойчивостью полученных гильз на воздухе дело обстоит? В жидком стекле подкупает его огнестойкость. Когда-то пропитывал им кольцевые стабилизаторы из бумаги, так через пару недель они растрескивались, а пальцем по поверхности проведёшь так порошок остаётся, видимо углекислого газа натянуло и в соду перешло.
Это атмосферная коррозия. При взаимодействии с атмосферной углекислотой силикат натрия разрушается. С этим можно бороться классическим методом - с помощью покрытия лаками. Например цапон лак уже может в разы продлить срок хранения. А вот то, что растрескалось - это у тебя концентрация жидкого стекла превышена была.
Огнестойкость у этого материала такая же, как у бумаги. Разница лишь в том, что силикатный ватман не поддерживает горения и тухнет сразу. Т.е. стабилизаторы из него не сгорят полностью, как из бумаги, но обуглятся.
Наверное можно и так, но я ещё не пробовал. Если будет прилипать, то возможно будут оставаться наплывы жидкого стекла на поверхности, что очень плохо. Тут-то оно всё в бумагу впитывается со всех сторон.
Sharovar> Как с устойчивостью полученных гильз на воздухе дело обстоит? В жидком стекле подкупает его огнестойкость. Когда-то пропитывал им кольцевые стабилизаторы из бумаги, так через пару недель они растрескивались, а пальцем по поверхности проведёшь так порошок остаётся, видимо углекислого газа натянуло и в соду перешло.
Это атмосферная коррозия. При взаимодействии с атмосферной углекислотой силикат натрия разрушается. С этим можно бороться классическим методом - с помощью покрытия лаками. Например цапон лак уже может в разы продлить срок хранения. А вот то, что растрескалось - это у тебя концентрация жидкого стекла превышена была.
Огнестойкость у этого материала такая же, как у бумаги. Разница лишь в том, что силикатный ватман не поддерживает горения и тухнет сразу. Т.е. стабилизаторы из него не сгорят полностью, как из бумаги, но обуглятся.

Кто имел дело, какой гарантийный срок у отечественного волокна СВМ? Купил катушечку 300 грамм, но забыл спросить год выпуска 


Б.г.> Кто имел дело, какой гарантийный срок у отечественного волокна СВМ? Купил катушечку 300 грамм, но забыл спросить год выпуска
без срока давности ), имел дело.
без срока давности ), имел дело.
Это сообщение редактировалось 01.12.2013 в 11:57
SashaMaks> 2. Не ясны причины столь быстрого прогара корпуса двигателя.
Семьдесят двигателей, а причина не устраняется! Прекращай над собой издеваться отдели хрупкую шашку от мягкого корпуса и будет тебе счастье.
Семьдесят двигателей, а причина не устраняется! Прекращай над собой издеваться отдели хрупкую шашку от мягкого корпуса и будет тебе счастье.

LEVSHA> Семьдесят двигателей, а причина не устраняется! Прекращай над собой издеваться отдели хрупкую шашку от мягкого корпуса и будет тебе счастье.
Не преувеличивай, шашка здесь уже отделена и с этим всё в порядке. А вот щёлочка шириной всего 0,2-0,4мм и корпус прогорел за 0,2с. Сейчас попробую рассчитать степень удлинения корпуса под наддувом, нужно оценить насколько сильно раскрывается эта щель. Похоже, что активное ТЗП не смогло компенсировать такого большого зазора...
Не преувеличивай, шашка здесь уже отделена и с этим всё в порядке. А вот щёлочка шириной всего 0,2-0,4мм и корпус прогорел за 0,2с. Сейчас попробую рассчитать степень удлинения корпуса под наддувом, нужно оценить насколько сильно раскрывается эта щель. Похоже, что активное ТЗП не смогло компенсировать такого большого зазора...
Пока для сравнения уцелевшие остатки двух торцевых бронировок цилиндрической шашки:
Слева - нижняя бронировка (сопловый блок - шашка).
Справа - верхняя бронировка (шашка - шашка звезда).
Обе бронировки принадлежали цилиндрической шашки. На ответных торцевых бронировках был ещё и слой жидкого стекла. Слева зазор был явно меньше, тут цилиндрическая шашка села и оставшиеся щели залепило жидкое стекло и бумага не повреждена.
А вот справа, щель была явно не закрыта полностью и почти всё почернело и местами даже горело. А именно здесь происходит наддув пространства между цилиндрической шашкой и корпусом, тут и зазор раскрывается при этом.
Слева - нижняя бронировка (сопловый блок - шашка).
Справа - верхняя бронировка (шашка - шашка звезда).
Обе бронировки принадлежали цилиндрической шашки. На ответных торцевых бронировках был ещё и слой жидкого стекла. Слева зазор был явно меньше, тут цилиндрическая шашка села и оставшиеся щели залепило жидкое стекло и бумага не повреждена.
А вот справа, щель была явно не закрыта полностью и почти всё почернело и местами даже горело. А именно здесь происходит наддув пространства между цилиндрической шашкой и корпусом, тут и зазор раскрывается при этом.
Прикреплённые файлы:

SashaMaks> А вот справа, щель была явно не закрыта полностью и почти всё почернело и местами даже горело.
Подгоревший край бумаги, вероятно здесь и произошёл прогар:
Подгоревший край бумаги, вероятно здесь и произошёл прогар:
Прикреплённые файлы:

SashaMaks> Подгоревший край бумаги, вероятно здесь и произошёл прогар:
"Филькина грамота", обман зрения, это просто налёт черного угля. Он достаточно легко отмывается в мыльной воде. Фактически весь внешний слой бронировок из бумаги цел и невредим по структуре.
Не может быть так, чтобы в одном месте прогара прогорело 4-е слоя бумаги, а рядом ни одного.
Это не прогар - это взрыв топливной шашки. Выравнивание давления снаружи и внутри шашки не произошло. По результатам расчётов растяжение корпуса на этих отметках составляет максимум 0,04мм, а в реале, скорее всего, итого меньше. Все осколки корпуса, что были найдены тоже чистые и невредимые по структуре первого слоя.
"Филькина грамота", обман зрения, это просто налёт черного угля. Он достаточно легко отмывается в мыльной воде. Фактически весь внешний слой бронировок из бумаги цел и невредим по структуре.
Не может быть так, чтобы в одном месте прогара прогорело 4-е слоя бумаги, а рядом ни одного.
Это не прогар - это взрыв топливной шашки. Выравнивание давления снаружи и внутри шашки не произошло. По результатам расчётов растяжение корпуса на этих отметках составляет максимум 0,04мм, а в реале, скорее всего, итого меньше. Все осколки корпуса, что были найдены тоже чистые и невредимые по структуре первого слоя.
SashaMaks> Это не прогар - это взрыв топливной шашки. Выравнивание давления снаружи и внутри шашки не произошло. По результатам расчётов растяжение корпуса на этих
Если не ошибаюсь, кажется ты пробовал клеить корпуса двигателей на клее "Титан"?
Если не ошибаюсь, кажется ты пробовал клеить корпуса двигателей на клее "Титан"?
ArBaLeT> Если не ошибаюсь, кажется ты пробовал клеить корпуса двигателей на клее "Титан"?
Нет, ещё не пробовал. Этот клей я использую для других мест, например, для клейки просто бумаги.
Им не пропитать бумагу, поэтому нормального прочного по всем показателям корпуса не собрать.
Нет, ещё не пробовал. Этот клей я использую для других мест, например, для клейки просто бумаги.
Им не пропитать бумагу, поэтому нормального прочного по всем показателям корпуса не собрать.

SashaMaks> Им не пропитать бумагу
Я не агитирую за Титан, но если нужно, его можно разбавить спиртом и тогда он будет пропитывать бумагу.
Я не агитирую за Титан, но если нужно, его можно разбавить спиртом и тогда он будет пропитывать бумагу.
Serge77> Я не агитирую за Титан, но если нужно, его можно разбавить спиртом и тогда он будет пропитывать бумагу.
Я думал над этим вариантом, только с ацетоном вместо спирта (дешевле). Но это надо проверять, как и то, что будет при этом с прочностью в итоге. В, общем, целое неизведанное направление.
Я думал над этим вариантом, только с ацетоном вместо спирта (дешевле). Но это надо проверять, как и то, что будет при этом с прочностью в итоге. В, общем, целое неизведанное направление.
Serge77>> Я не агитирую за Титан, но если нужно, его можно разбавить спиртом и тогда он будет пропитывать бумагу.
SashaMaks> Я думал над этим вариантом, только с ацетоном вместо спирта (дешевле). Но это надо проверять, как и то, что будет при этом с прочностью в итоге. В, общем, целое неизведанное направление.
Спасибо. Хочу попробовать.
SashaMaks> Я думал над этим вариантом, только с ацетоном вместо спирта (дешевле). Но это надо проверять, как и то, что будет при этом с прочностью в итоге. В, общем, целое неизведанное направление.
Спасибо. Хочу попробовать.
Copyright © Balancer 1997..2022
Создано 22.11.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
Создано 22.11.2008
Связь с владельцами и администрацией сайта: anonisimov@gmail.com, rwasp1957@yandex.ru и admin@balancer.ru.
